
La réduction de la perte de copeaux de coupe NdFeB est le processus de minimisation de la matière retirée sous forme de sciure lors du découpage des aimants — convertissant directement les terres rares gaspillées en aimants finis supplémentaires à partir du même bloc fritté. Pour chaque 0,1 mm de réduction de la largeur de la saignée, vous obtenez 2 à 4 tranches supplémentaires par bloc en fonction de l'épaisseur cible, ce qui se traduit directement par un coût de matière inférieur par pièce.
Les matières premières NdFeB représentant le coût unique le plus élevé dans la fabrication d'aimants, la perte de copeaux de coupe n'est pas un détail de processus mineur — c'est le paramètre le plus influent pour réduire le coût par pièce sans modifier la qualité du matériau, la conception de l'aimant ou le fournisseur.
Pourquoi la réduction de la perte de copeaux de coupe NdFeB est importante
Le NdFeB fritté contient du néodyme, du praséodyme, du dysprosium et d'autres éléments de terres rares dont les prix ont considérablement augmenté. Selon Trading Economics, les prix du néodyme ont montré une pression à la hausse soutenue, tirée par la demande de moteurs de VE et les contraintes du côté de l'offre. Contrairement à l'acier ou à l'aluminium, les terres rares perdues sous forme de poussière de coupe ne peuvent pas être recyclées économiquement dans la plupart des installations d'usine — la contamination par le liquide de refroidissement, l'abrasif du fil et les nuances d'alliage mélangées rend la récupération impraticable à l'échelle de production.
Cela signifie que chaque milligramme de poussière de copeaux est une radiation directe des coûts.
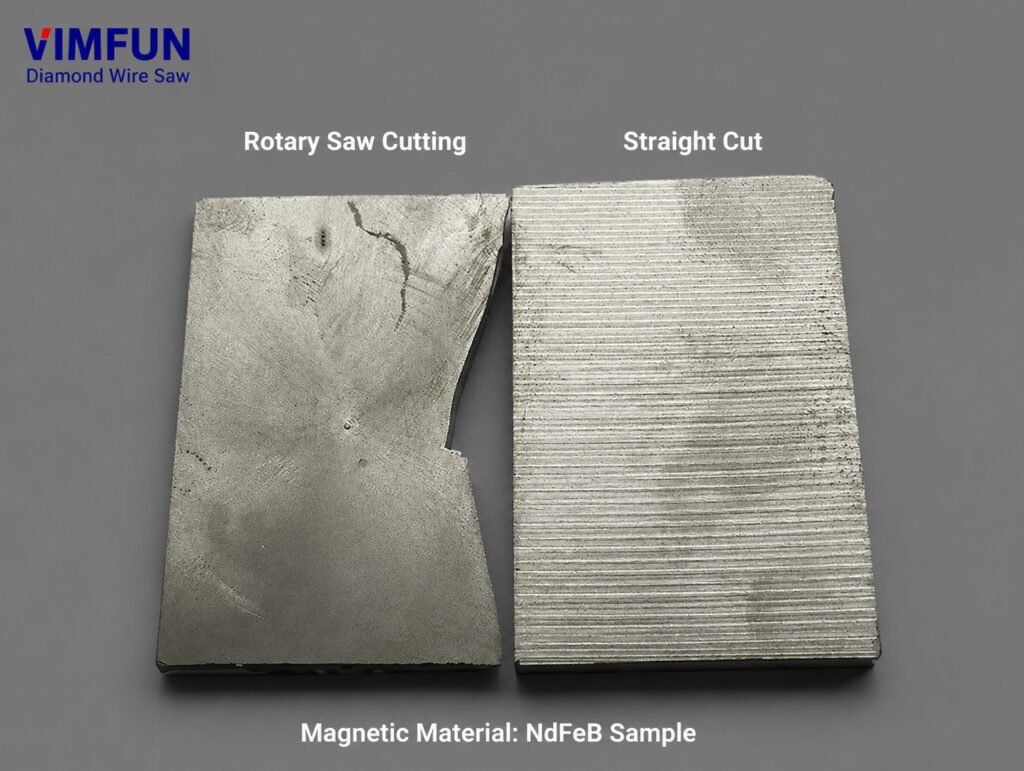
Considérons un scénario de production typique : découper un bloc NdFeB de 50 × 50 × 30 mm en aimants de 2 mm d'épaisseur. Avec une scie à ID (diamètre intérieur) conventionnelle produisant une saignée de 0,55 mm, vous obtenez environ 11 tranches finies. Passez à un processus de fil diamanté atteignant une saignée de 0,28 mm, et le même bloc produit 14 tranches — une augmentation de 27% de la production à partir d'une entrée de matière première identique.
Sur un volume de production annuel de 100 000 blocs, cette différence se cumule pour des dizaines de milliers d'aimants finis supplémentaires sans achat de matière supplémentaire. C'est pourquoi la réduction de la perte de copeaux de coupe NdFeB est devenue le principal axe d'optimisation des processus pour les fabricants d'aimants soucieux des coûts.
5 paramètres qui contrôlent la perte de copeaux de coupe NdFeB
La réduction de la perte de copeaux de coupe NdFeB dépend de cinq paramètres de processus interdépendants. L'ajustement d'un paramètre sans tenir compte de son effet sur les autres échange généralement une amélioration de la saignée contre une dégradation de la qualité de surface ou une rupture du fil. Le tableau ci-dessous résume le rôle de chaque paramètre et sa plage optimale basée sur des recherches publiées.
| Paramètre | Effet sur la saignée | Plage recommandée | Risque en cas de dépassement de la plage |
|---|---|---|---|
| Diamètre du fil | Déterminant principal de la saignée — largeur de la saignée ≈ diamètre du fil + 20–50 μm | 0,20–0,35 mm | Fil plus fin = risque de rupture plus élevé |
| Tension du fil | Contrôle la déflexion du fil pendant la coupe ; une déflexion plus faible = une coupe plus droite | 15–25 N (fil unique) | Sur-tension → rupture du fil ; sous-tension → coupe ondulée |
| Vitesse d'avance | Détermine la force de coupe et la génération de chaleur | 0,1–1,0 mm/min | Trop rapide → éclats + largeur de coupe effective plus grande |
| Fluide de coupe | Élimine les copeaux, réduit la friction, contrôle la dilatation thermique | À base d'eau, concentration de 5 à 81 % | Flux insuffisant → élargissement thermique de la coupe |
| Vitesse du fil | Contrôle la fréquence d'engagement de l'abrasif et la distribution de la chaleur | 800–1 600 m/min | Trop lent → surchauffe localisée |
La recherche publiée dans Micromachines (MDPI) a confirmé que le taux d'avance et la vitesse du fil sont les deux paramètres les plus statistiquement significatifs affectant la qualité de surface lors de la découpe de fils diamantés de NdFeB, avec des résultats optimaux obtenus à des taux d'avance inférieurs à 0,4 mm/min combinés à des vitesses de fil supérieures à 1 200 m/min.
Paramètre 1 : Diamètre du fil — Le principal moteur de la saignée
Le diamètre du fil est le facteur le plus influent dans la réduction de la perte de saignée lors de la découpe de NdFeB, car la largeur de la saignée ne peut pas être inférieure au fil lui-même. La relation est directe : la largeur de la saignée est égale au diamètre du fil plus le dépassement de l'abrasif diamanté des deux côtés (typiquement 10 à 25 μm par côté).
| Type de fil | Diamètre du fil | Largeur de saignée typique | Perte de matière relative |
|---|---|---|---|
| Lame de scie à fil | 0,40–0,60 mm (épaisseur de la lame) | 0,50–0,70 mm | Référence (100%) |
| Fil diamanté standard | 0,30–0,35 mm | 0,35–0,42 mm | 50–60% |
| Fil diamanté fin | 0,20–0,25 mm | 0,25–0,30 mm | 35–45% |
| Fil multiple ultra-fin | 0,10–0,12 mm | 0,13–0,16 mm | 20–25 % |
Le passage d'une lame de scie ID à un fil diamanté de 0,25 mm réduit la perte de matière d'environ 50–60 %. C'est la seule amélioration la plus importante disponible et devrait être la première étape de tout programme de réduction de la perte de matière lors de la découpe de NdFeB.
Cependant, un fil plus fin nécessite des ajustements correspondants de la tension, de la vitesse d'avance et des paramètres du fluide de coupe. Un fil de 0,20 mm fonctionnant avec des paramètres optimisés pour un fil de 0,35 mm se cassera en quelques minutes. L'interdépendance des paramètres signifie que la sélection du diamètre du fil doit guider tous les choix de paramètres en aval.
Paramètre 2 : Tension du fil — Contrôle de la déflexion
La tension du fil contrôle directement l'ampleur de la déflexion du fil sous la force de coupe. Une déflexion excessive élargit la largeur de coupe effective au-delà du diamètre physique du fil, car le fil suit un chemin courbe à travers la pièce plutôt qu'une ligne droite.
Pour la réduction de la perte de matière lors de la découpe de NdFeB, l'objectif est de maintenir la déflexion du fil en dessous de 50 μm sur toute la longueur de coupe. La tension requise dépend du diamètre du fil et de la longueur de portée :
- Fil de 0,30–0,35 mm: Tension de 20–25 N, supportant jusqu'à 50 mm de longueur de coupe
- Fil de 0,20–0,25 mm: Tension de 12–18 N, supportant jusqu'à 40 mm de longueur de coupe
- Systèmes multi-fils: Tension du fil individuelle contrôlée par l'alignement des rouleaux et les systèmes de danseurs
Un fil sous-tendu produit des surfaces ondulées avec des largeurs de coupe effectives 30–50 % plus larges que le minimum théorique. Un fil sur-tendu risque une rupture soudaine, qui endommage la pièce et nécessite un réenfilage — un résultat plus coûteux que l'amélioration marginale de la largeur de coupe.

Paramètre 3 : Vitesse d'avance — Le compromis vitesse vs qualité
La vitesse d'avance contrôle la rapidité avec laquelle le fil progresse à travers le bloc de NdFeB. Des vitesses d'avance plus rapides augmentent la force de coupe, ce qui augmente la déflexion du fil, le taux d'usure abrasive et la charge thermique — tous ces facteurs élargissent la largeur de coupe effective.
Recherche de Matériaux (MDPI) a démontré que la rugosité de surface augmentait d'environ 3× lorsque la vitesse d'avance passait de 0,1 mm/min à 0,3 mm/min lors de la découpe de NdFeB au fil diamanté, avec des augmentations correspondantes de l'amplitude du balancement latéral du fil.
Pour la réduction de la perte de matière (kerf) lors de la découpe de NdFeB, les directives pratiques de vitesse d'avance sont :
- Découpe de précision (0,1–0,3 mm/min): Kerf minimum, meilleure qualité de surface (Ra < 0,5 μm), débit le plus faible
- Découpe de production (0,3–0,7 mm/min): Kerf et débit équilibrés, rugosité de surface Ra 0,5–2,0 μm
- Découpe à haut volume (0,7–1,3 mm/min): Débit maximum, kerf plus large, nécessite un rodage post-traitement
La vitesse d'avance optimale pour la plupart des applications de production de NdFeB se situe entre 0,3 et 0,5 mm/min, où la largeur du kerf reste dans la limite de 15% du minimum théorique tout en maintenant un débit économiquement viable.
Paramètre 4 : Fluide de coupe — Contrôle thermique et mécanique
Le fluide de coupe remplit trois fonctions dans la réduction de la perte de matière (kerf) lors de la découpe de NdFeB : éliminer les copeaux de la zone de coupe, réduire la friction entre le fil et la pièce, et contrôler la dilatation thermique du fil et de l'aimant.
Le NdFeB est particulièrement sensible aux effets thermiques lors de la découpe. La faible conductivité thermique du matériau (7,7 W/m·K) signifie que la chaleur de coupe se concentre dans la zone de contact plutôt que de se dissiper à travers la pièce. Ce chauffage localisé provoque une dilatation thermique du fil et du matériau NdFeB, élargissant temporairement le kerf au-delà de ce que les paramètres mécaniques seuls produiraient.
Les fluides de coupe à base d'eau à une concentration de 5–8% offrent la meilleure combinaison de performance de refroidissement et de lubrification pour la découpe de NdFeB. Spécifications clés :
- Débit: 2–5 L/min par zone de coupe, dirigé vers le point d'entrée du fil
- Température: Maintenir le fluide en dessous de 25°C — utiliser un refroidisseur pour une production continue
- Filtration: 10 μm ou plus fin pour éliminer les particules de NdFeB qui accéléreraient l'usure du fil
- Contrôle du pH: 8,5–9,5 pour prévenir la corrosion du NdFeB (le NdFeB s'oxyde rapidement en conditions acides)
Un manque de fluide de coupe est la cause la plus fréquente d'un élargissement inattendu de la saignée dans des systèmes par ailleurs bien configurés. Si les mesures de saignée dépassent systématiquement le diamètre de fil attendu + 40 μm, vérifiez le débit de fluide et l'alignement de la buse avant d'ajuster d'autres paramètres.
Paramètre 5 : Vitesse du fil — Optimisation de l'engagement de l'abrasif
La vitesse du fil détermine le nombre de grains abrasifs diamantés qui entrent en contact avec le matériau NdFeB par unité de temps. Une vitesse de fil plus élevée répartit la charge de coupe sur un plus grand nombre de points abrasifs, réduisant la force par grain et produisant une saignée plus lisse et plus étroite.
La plage testée de 800–1 600 m/min montre une nette amélioration de la qualité de surface et de la constance de la saignée à des vitesses plus élevées. À 1 600 m/min avec un fil de 0,22 mm, les chercheurs ont obtenu une rugosité de surface Ra de 0,433 μm — approchant la qualité de surface rodée directement de la scie.
Cependant, la vitesse du fil a des rendements décroissants au-dessus d'environ 1 400 m/min pour la plupart des nuances de NdFeB. Les limitations pratiques sont les suivantes :
- Vibration de la machine: Une vitesse plus élevée amplifie tout déséquilibre dans les rouleaux de guidage
- Alimentation du liquide de refroidissement: Le fluide doit pénétrer dans la zone de coupe malgré l'entraînement d'air à des vitesses de fil élevées
- Taux d'usure du fil: Une vitesse plus rapide signifie une usure plus rapide de l'abrasif, nécessitant un remplacement plus fréquent du fil
Pour la réduction de la perte de matière lors de la coupe de NdFeB à l'échelle de production, des vitesses de fil de 1 000 à 1 400 m/min offrent le meilleur équilibre entre la qualité de la coupe et le coût des consommables.
Réduction de la perte de matière lors de la coupe de NdFeB : Comparaison avant et après
Le tableau suivant résume les améliorations réalistes réalisables en optimisant systématiquement les cinq paramètres, sur la base d'une usine typique passant de la scie ID au traitement par fil diamanté pour une machine de découpe NdFeB configuration :
| Métrique | Avant (Scie ID) | Après (Fil diamanté optimisé) | Amélioration |
|---|---|---|---|
| Largeur de saignée | 0,55 mm | 0,27 mm | Réduction de 51% |
| Tranches par bloc de 30 mm (cible de 2 mm) | 11 | 14 | Rendement de +27% |
| Rugosité de surface Ra | 1,5–3,0 μm | 0,4–0,8 μm | 2–4× mieux |
| Taux d'écaillage des bords | 8–12% | < 2% | Réduction significative |
| Rodage post-coupe requis | Toujours | Souvent éliminé | Étape de processus économisée |
Ces améliorations se multiplient avec le volume de production. Une installation traitant 500 blocs/jour avec le rendement amélioré gagne environ 1 500 aimants finis supplémentaires par jour — sans acheter de matière première supplémentaire.
Lorsqu'il est combiné avec des équipements en aval adaptés dans une équipement de ligne de production d'aimants configuration, la sortie de découpe optimisée en largeur de coupe alimente directement les étapes de rectification et de polissage sans retravail intermédiaire, réduisant encore le coût par pièce.
Comment lancer votre programme de réduction des pertes de coupe de NdFeB
La mise en œuvre de la réduction des pertes de coupe de NdFeB ne nécessite pas le remplacement simultané de toute votre chaîne de production. Une séquence de démarrage pratique :
Étape 1 : Mesurez votre référence actuelle. Enregistrez la largeur de coupe, le nombre de tranches par bloc et le taux de rebut pour votre processus actuel sur 50 à 100 blocs. Vous ne pouvez pas améliorer ce que vous n'avez pas mesuré.
Étape 2 : Évaluez les options de diamètre de fil. Si vous utilisez actuellement une scie à alésage, le passage à la découpe par fil diamanté sur une machine dédiée machine de découpe NdFeB offre la plus grande amélioration unique. Si vous utilisez déjà du fil diamanté, testez un diamètre plus fin (par exemple, 0,30 mm → 0,25 mm) avec une tension et une vitesse d'avance ajustées en conséquence.
Étape 3 : Optimiser le système de fluide de coupe. Mettez à niveau la filtration à 10 μm, ajoutez un contrôle de température et vérifiez que l'alignement de la buse amène le fluide au point d'entrée du fil — pas au-dessus ou à côté.
Étape 4 : Exécuter des essais de paramètres. Testez 3 à 5 combinaisons de vitesse d'avance / vitesse de fil pour votre nouveau diamètre de fil. Mesurez la largeur de la saignée, la rugosité de surface et la durée de vie du fil pour chaque combinaison. Sélectionnez le jeu de paramètres qui minimise la saignée tout en maintenant un débit et un coût de consommation de fil acceptables.
Étape 5 : Mettre à l'échelle et surveiller. Mettez en œuvre les paramètres optimisés dans la production. Suivez la largeur de la saignée chaque semaine — les changements de fournisseur de fil, les variations de grade NdFeB et les fluctuations de température saisonnières peuvent modifier vos paramètres optimaux.
Pour Fabrication d'aimants pour moteurs électriques applications où la cohérence dimensionnelle affecte directement les performances du moteur, l'optimisation de la saignée devient encore plus critique : un contrôle de saignée plus strict signifie une tolérance d'épaisseur plus stricte, ce qui signifie moins de rebuts sur la chaîne d'assemblage des moteurs.
Prêt à quantifier les économies de matériaux disponibles grâce à votre processus de coupe NdFeB spécifique ? Demandez un audit d'optimisation de processus gratuit →
Notre équipe d'ingénieurs analysera vos paramètres de coupe actuels, la géométrie de l'aimant et le volume de production pour calculer la réduction projetée de la saignée et les économies de coûts de matériaux — avec des recommandations spécifiques d'équipement et de paramètres pour votre installation.





