
Снижение потерь на пропил в NdFeB — это процесс минимизации материала, удаляемого в виде пыли при резке магнитов, что напрямую преобразует потерянный редкоземельный материал в дополнительные готовые магниты из того же спеченного блока. За каждые 0,1 мм уменьшения ширины пропила вы получаете 2–4 дополнительных разреза на блок в зависимости от целевой толщины, что напрямую приводит к снижению стоимости материала за единицу.
Поскольку сырье NdFeB представляет собой самую большую единовременную статью расходов в производстве магнитов, потери на пропил не являются незначительной деталью процесса — это параметр с наибольшим рычагом для снижения стоимости за единицу без изменения марки материала, конструкции магнита или поставщика.
Почему снижение потерь на пропил в NdFeB имеет значение
Спеченный NdFeB содержит неодим, празеодим, диспрозий и другие редкоземельные элементы, цены на которые значительно выросли. Согласно Trading Economics, цены на неодим демонстрируют устойчивое повышение, обусловленное спросом со стороны производителей электродвигателей и ограничениями предложения. В отличие от стали или алюминия, редкоземельные материалы, теряемые в виде пыли при резке, в большинстве заводских условий экономически не подлежат переработке — загрязнение охлаждающей жидкостью, проволочным абразивом и смешанными сплавами делает регенерацию непрактичной в производственных масштабах.
Это означает, что каждый миллиграмм пыли от пропила является прямым списанием затрат.
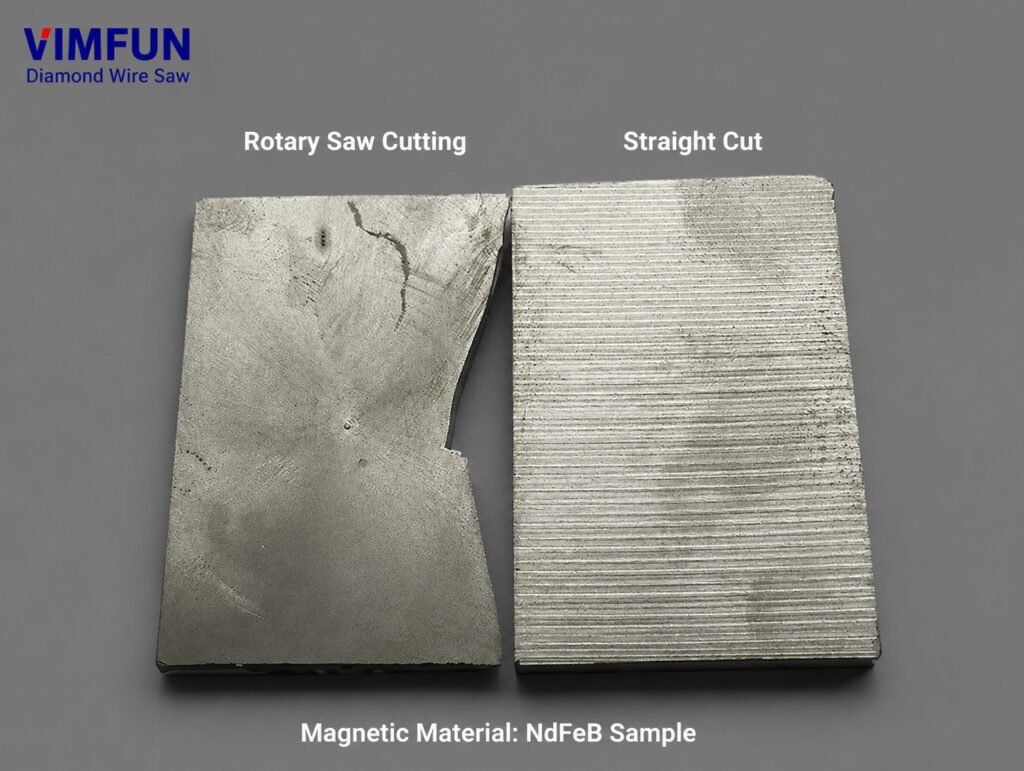
Рассмотрим типичный производственный сценарий: резка блока NdFeB размером 50 × 50 × 30 мм на магниты толщиной 2 мм. При использовании обычного внутреннего диаметра (ID) пилы, производящей пропил шириной 0,55 мм, вы получаете примерно 11 готовых разрезов. При переходе на алмазную проволоку, обеспечивающую пропил шириной 0,28 мм, тот же блок дает 14 разрезов — увеличение выхода на 271% при идентичном входе сырья.
При годовом объеме производства 100 000 блоков эта разница накапливается в десятки тысяч дополнительных готовых магнитов без каких-либо дополнительных закупок материалов. Именно поэтому снижение потерь на пропил в NdFeB стало основным направлением оптимизации процессов для производителей магнитов, ориентированных на затраты.
5 параметров, контролирующих потери на пропил в NdFeB
Снижение потерь на пропил в NdFeB зависит от пяти взаимозависимых параметров процесса. Изменение одного параметра без учета его влияния на другие обычно приводит к улучшению пропила за счет ухудшения качества поверхности или обрыва проволоки. В таблице ниже обобщена роль каждого параметра и его оптимальный диапазон на основе опубликованных исследований.
| Параметр | Влияние на пропил | Рекомендуемый диапазон | Риск при выходе за пределы диапазона |
|---|---|---|---|
| Диаметр проволоки | Основной определяющий фактор пропила — ширина пропила ≈ диаметр проволоки + 20–50 мкм | 0,20–0,35 мм | Более тонкая проволока = более высокий риск обрыва |
| Натяжение проволоки | Контролирует отклонение проволоки во время резки; меньшее отклонение = более прямой пропил | 15–25 Н (одиночная проволока) | Чрезмерное натяжение → обрыв проволоки; недостаточное натяжение → волнистый рез |
| Скорость подачи | Определяет силу резания и тепловыделение | 0,1–1,0 мм/мин | Слишком быстро → сколы + более широкий эффективный пропил |
| Режущая жидкость | Удаляет стружку, снижает трение, контролирует тепловое расширение | На водной основе, концентрация 5–8% | Недостаточный поток → термическое расширение пропила |
| Скорость провода | Контролирует частоту контакта абразива и распределение тепла | 800–1600 м/мин | Слишком медленно → локальный перегрев |
Исследование, опубликованное в Micromachines (MDPI) подтвердило, что скорость подачи и скорость проволоки являются двумя наиболее статистически значимыми параметрами, влияющими на качество поверхности при алмазно-проволочной резке NdFeB, при этом оптимальные результаты достигаются при скорости подачи ниже 0,4 мм/мин в сочетании со скоростью проволоки выше 1200 м/мин.
Параметр 1: Диаметр проволоки — основной фактор, определяющий ширину реза
Диаметр проволоки является наиболее значимым фактором в снижении потерь на ширину реза при резке NdFeB, поскольку ширина реза не может быть меньше самой проволоки. Связь прямая: ширина реза равна диаметру проволоки плюс свес алмазного абразива с обеих сторон (обычно 10–25 мкм с каждой стороны).
| Тип провода | Диаметр проволоки | Типичная ширина реза | Относительные потери материала |
|---|---|---|---|
| Пильный диск с внутренним диаметром | 0,40–0,60 мм (толщина диска) | 0,50–0,70 мм | Базовый (100%) |
| Стандартная алмазная проволока | 0,30–0,35 мм | 0,35–0,42 мм | 50–60% |
| Тонкая алмазная проволока | 0,20–0,25 мм | 0,25–0,30 мм | 35–45% |
| Ультратонкая многожильная проволока | 0,10–0,12 мм | 0,13–0,16 мм | 20–25% |
Переход от пильного диска к алмазному проводу диаметром 0,25 мм снижает потери на ширину реза примерно на 50–60%. Это самое значительное улучшение, которое можно получить, и оно должно быть первым шагом в любой программе по снижению потерь на ширину реза при резке NdFeB.
Однако более тонкий провод требует соответствующих корректировок натяжения, скорости подачи и параметров режущей жидкости. Провод диаметром 0,20 мм, работающий с параметрами, оптимизированными для провода диаметром 0,35 мм, порвется в течение нескольких минут. Взаимозависимость параметров означает, что выбор диаметра провода должен определять все последующие выборы параметров.
Параметр 2: Натяжение провода — Контроль прогиба
Натяжение провода напрямую контролирует, насколько сильно провод прогибается под действием силы резания. Чрезмерный прогиб увеличивает эффективную ширину реза за пределы физического диаметра провода, поскольку провод проходит через заготовку по изогнутой траектории, а не по прямой линии.
Для снижения потерь на ширину реза при резке NdFeB цель состоит в том, чтобы поддерживать прогиб провода менее 50 мкм по всей длине резания. Требуемое натяжение зависит от диаметра провода и длины пролета:
- Провод диаметром 0,30–0,35 мм: натяжение 20–25 Н, поддержка длины резания до 50 мм
- Провод диаметром 0,20–0,25 мм: натяжение 12–18 Н, поддержка длины резания до 40 мм
- Многопроволочные системы: Индивидуальное натяжение провода контролируется выравниванием роликов и системами компенсации натяжения
Недотянутый провод создает волнистые поверхности с эффективной шириной реза на 30–50% больше теоретического минимума. Перетянутый провод рискует внезапным разрывом, который повреждает заготовку и требует перенастройки — это более дорогостоящий результат, чем незначительное улучшение ширины реза.

Параметр 3: Скорость подачи — Компромисс между скоростью и качеством
Скорость подачи контролирует, насколько быстро провод продвигается через блок NdFeB. Более высокие скорости подачи увеличивают силу резания, что увеличивает прогиб провода, скорость абразивного износа и тепловую нагрузку — все это увеличивает эффективную ширину реза.
Исследование из Materials (MDPI) показало, что шероховатость поверхности увеличилась примерно в 3 раза при увеличении скорости подачи с 0,1 мм/мин до 0,3 мм/мин при алмазно-проволочной резке NdFeB, с соответствующим увеличением амплитуды бокового раскачивания проволоки.
Для снижения потерь на резку NdFeB практические рекомендации по скорости подачи следующие:
- Точная резка (0,1–0,3 мм/мин): Минимальная ширина реза, лучшее качество поверхности (Ra < 0,5 мкм), самая низкая производительность
- Производственная резка (0,3–0,7 мм/мин): Сбалансированная ширина реза и производительность, шероховатость поверхности Ra 0,5–2,0 мкм
- Массовая резка (0,7–1,3 мм/мин): Максимальная производительность, более широкая ширина реза, требуется последующая полировка
Оптимальная скорость подачи для большинства производственных применений NdFeB находится в диапазоне 0,3–0,5 мм/мин, где ширина реза остается в пределах 15% от теоретического минимума при сохранении экономически выгодной производительности.
Параметр 4: Режущая жидкость — Термический и механический контроль
Режущая жидкость выполняет три функции в снижении потерь на резку NdFeB: удаление стружки из зоны резки, снижение трения между проволокой и заготовкой, а также контроль теплового расширения как проволоки, так и магнита.
NdFeB особенно чувствителен к тепловым эффектам во время резки. Низкая теплопроводность материала (7,7 Вт/м·К) означает, что тепло от резки концентрируется в зоне контакта, а не рассеивается по заготовке. Этот локальный нагрев вызывает тепловое расширение как проволоки, так и материала NdFeB, временно расширяя ширину реза сверх того, что было бы произведено только механическими параметрами.
Водные режущие жидкости с концентрацией 5–8% обеспечивают наилучшее сочетание охлаждающих свойств и смазывающей способности для резки NdFeB. Ключевые характеристики:
- Скорость потока: 2–5 л/мин на зону резки, направленные на точку входа проволоки
- Температура: Поддерживайте жидкость ниже 25°C — используйте чиллер для непрерывного производства
- Фильтрация: 10 мкм или тоньше для удаления частиц NdFeB, которые ускоряют износ проволоки
- Контроль pH: 8,5–9,5 для предотвращения коррозии NdFeB (NdFeB быстро окисляется в кислых условиях)
Недостаточное количество режущей жидкости является наиболее частой причиной неожиданного расширения пропила в хорошо настроенных системах. Если размеры пропила постоянно превышают ожидаемый диаметр проволоки + 40 мкм, проверьте скорость потока жидкости и выравнивание сопла перед регулировкой других параметров.
Параметр 5: Скорость проволоки — Оптимизация взаимодействия абразива
Скорость проволоки определяет, сколько алмазных абразивных зерен контактирует с материалом NdFeB за единицу времени. Более высокая скорость проволоки распределяет нагрузку резки по большему количеству абразивных точек, уменьшая силу на зерно и обеспечивая более гладкий и узкий пропил.
Протестированный диапазон 800–1600 м/мин показывает явное улучшение как качества поверхности, так и постоянства пропила при более высоких скоростях. При скорости 1600 м/мин с проволокой диаметром 0,22 мм исследователи достигли шероховатости поверхности Ra 0,433 мкм — приближаясь к качеству притирочной поверхности непосредственно от пилы.
Однако скорость проволоки имеет убывающую отдачу выше примерно 1400 м/мин для большинства марок NdFeB. Практические ограничения:
- Вибрация станка: Более высокая скорость усиливает любой дисбаланс в направляющих роликах
- Подача охлаждающей жидкости: Жидкость должна проникать в зону резки, несмотря на подсос воздуха при высоких скоростях проволоки
- Скорость износа проволоки: Более высокая скорость означает более быстрый износ абразива, что требует более частой замены проволоки
Для снижения потерь на пропил при резке NdFeB в промышленных масштабах, скорости проволоки 1000–1400 м/мин обеспечивают наилучший баланс качества пропила и стоимости расходных материалов.
Снижение потерь на пропил при резке NdFeB: Сравнение до и после
Следующая таблица обобщает реальные улучшения, достижимые путем систематической оптимизации всех пяти параметров, на основе типичной фабрики, переходящей от ID-пилы к обработке алмазной проволокой для Станок для резки NdFeB установки:
| Метрика | До (ID-пила) | После (оптимизированная алмазная проволока) | Улучшение |
|---|---|---|---|
| Ширина пропила | 0,55 мм | 0,27 мм | снижение на 51% |
| Количество срезов на блок 30 мм (цель 2 мм) | 11 | 14 | +27% выход |
| Шероховатость поверхности Ra | 1,5–3,0 мкм | 0,4–0,8 мкм | в 2–4 раза лучше |
| Скорость сколов по краю | 8–12% | < 2% | Значительное сокращение |
| Требуется шлифовка после резки | Всегда | Часто исключается | Сэкономленный этап процесса |
Эти улучшения накапливаются в зависимости от объема производства. Предприятие, обрабатывающее 500 блоков в день с улучшенным выходом, производит примерно на 1500 готовых магнитов больше ежедневно — без закупки дополнительного сырья.
При объединении с соответствующим нижестоящим оборудованием в оборудование для производства магнитов конфигурации, выход резки с оптимизированным пропилом напрямую поступает на этапы шлифовки и полировки без промежуточной доработки, что еще больше снижает стоимость за единицу.
Как начать программу снижения потерь от пропила при резке NdFeB
Внедрение снижения потерь от пропила при резке NdFeB не требует одновременной замены всей производственной линии. Практическая последовательность действий:
Шаг 1: Измерьте вашу текущую базовую линию. Запишите ширину пропила, количество срезов на блок и процент брака для вашего текущего процесса на 50–100 блоках. Вы не можете улучшить то, что не измерили.
Шаг 2: Оцените варианты диаметра проволоки. Если вы в настоящее время используете пилу с внутренним диаметром, переход на резку алмазной проволокой на специализированном Станок для резки NdFeB обеспечивает самое большое единичное улучшение. Если вы уже используете алмазную проволоку, протестируйте на один шаг тоньше (например, 0,30 мм → 0,25 мм) с соответствующей регулировкой натяжения и скорости подачи.
Шаг 3: Оптимизация системы смазочно-охлаждающей жидкости. Обновите фильтрацию до 10 мкм, добавьте контроль температуры и убедитесь, что сопло подает жидкость в точку входа проволоки, а не выше или рядом с ней.
Шаг 4: Проведите испытания параметров. Протестируйте 3–5 комбинаций скорости подачи / скорости проволоки при вашем новом диаметре проволоки. Измерьте ширину реза, шероховатость поверхности и срок службы проволоки для каждой комбинации. Выберите набор параметров, который минимизирует ширину реза при сохранении приемлемой производительности и стоимости расхода проволоки.
Шаг 5: Масштабирование и мониторинг. Внедрите оптимизированные параметры в производство. Еженедельно отслеживайте ширину реза — изменения поставщика проволоки, вариации марки NdFeB и сезонные колебания температуры могут сместить ваши оптимальные параметры.
Для Производство магнитов для электродвигателей В приложениях, где точность размеров напрямую влияет на производительность двигателя, оптимизация ширины реза становится еще более критичной: более точный контроль ширины реза означает более строгий допуск по толщине, что означает меньше брака на линии сборки двигателя.
Готовы количественно оценить экономию материалов, доступную от вашего конкретного процесса резки NdFeB? Запросить бесплатный аудит оптимизации процесса →
Наша команда инженеров проанализирует ваши текущие параметры резки, геометрию магнита и объем производства, чтобы рассчитать прогнозируемое сокращение ширины реза и экономию затрат на материалы — с конкретными рекомендациями по оборудованию и параметрам для вашего предприятия.





