
La reducción de la pérdida de material por corte en NdFeB es el proceso de minimizar el material eliminado como serrín durante el corte de imanes, convirtiendo directamente el material de tierras raras desperdiciado en imanes terminados adicionales del mismo bloque sinterizado. Por cada 0,1 mm que se reduce el ancho de corte, se obtienen de 2 a 4 cortes adicionales por bloque, dependiendo del grosor objetivo, lo que se traduce directamente en un menor costo de material por pieza.
Dado que la materia prima de NdFeB representa el mayor costo individual en la fabricación de imanes, la pérdida de material por corte no es un detalle menor del proceso: es el parámetro de mayor apalancamiento para reducir el costo por pieza sin cambiar el grado del material, el diseño del imán o el proveedor.
Por qué importa la reducción de la pérdida de material por corte en NdFeB
El NdFeB sinterizado contiene neodimio, praseodimio, disprosio y otros elementos de tierras raras cuyos precios han aumentado significativamente. Según Trading Economics, los precios del neodimio han mostrado una presión alcista sostenida impulsada por la demanda de motores de vehículos eléctricos y las restricciones del lado de la oferta. A diferencia del acero o el aluminio, el material de tierras raras perdido como polvo de corte no se puede reciclar económicamente en la mayoría de las configuraciones de fábrica: la contaminación del refrigerante, el abrasivo de alambre y los grados de aleación mixtos hacen que la recuperación sea poco práctica a escala de producción.
Esto significa que cada miligramo de polvo de corte es un costo directo de baja.
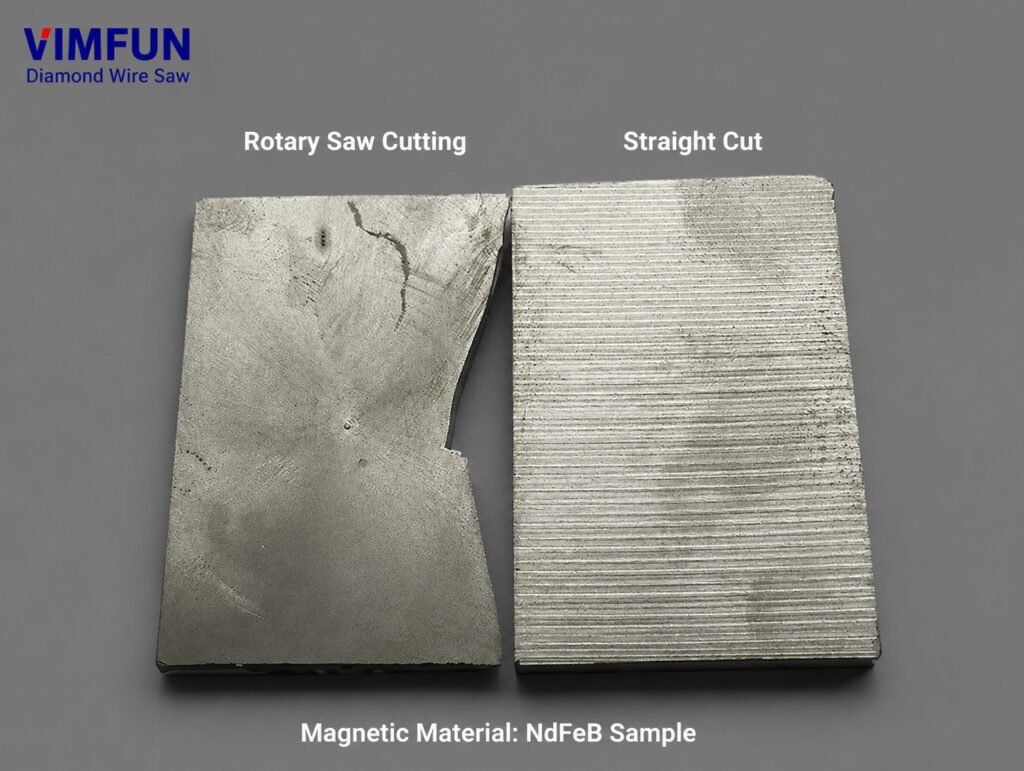
Considere un escenario de producción típico: cortar un bloque de NdFeB de 50 × 50 × 30 mm en imanes de 2 mm de grosor. Con una sierra de ID (diámetro interior) convencional que produce un corte de 0,55 mm, se obtienen aproximadamente 11 cortes terminados. Si se cambia a un proceso de alambre de diamante que logra un corte de 0,28 mm, el mismo bloque produce 14 cortes, un aumento del 271% en la producción a partir de una entrada de materia prima idéntica.
En un volumen de producción anual de 100.000 bloques, esa diferencia se acumula en decenas de miles de imanes terminados adicionales sin ninguna compra de material adicional. Es por eso que la reducción de la pérdida de material por corte en NdFeB se ha convertido en el principal enfoque de optimización de procesos para los fabricantes de imanes preocupados por los costos.
5 parámetros que controlan la pérdida de material por corte en NdFeB
La reducción de la pérdida de material por corte en NdFeB depende de cinco parámetros de proceso interdependientes. Ajustar un parámetro sin considerar su efecto en los demás generalmente intercambia una mejora del corte por una degradación de la calidad de la superficie o rotura del alambre. La siguiente tabla resume la función de cada parámetro y su rango óptimo según la investigación publicada.
| Parámetro | Efecto en el corte | Rango recomendado | Riesgo si está fuera de rango |
|---|---|---|---|
| Diámetro del alambre | Determinante principal del corte: ancho del corte ≈ diámetro del alambre + 20–50 μm | 0.20–0.35 mm | Alambre más delgado = mayor riesgo de rotura |
| Tensión del cable | Controla la deflexión del alambre durante el corte; menor deflexión = corte más recto | 15–25 N (alambre simple) | Tensión excesiva → rotura del alambre; tensión insuficiente → corte ondulado |
| Velocidad de avance | Determina la fuerza de corte y la generación de calor | 0.1–1.0 mm/min | Demasiado rápido → astillado + corte efectivo más ancho |
| Líquido de corte | Elimina virutas, reduce la fricción, controla la expansión térmica | A base de agua, concentración 5–8% | Flujo insuficiente → ensanchamiento térmico del corte |
| Velocidad del cable | Controla la frecuencia de contacto del abrasivo y la distribución del calor | 800–1,600 m/min | Demasiado lento → sobrecalentamiento localizado |
Investigación publicada en Micromachines (MDPI) confirmó que la velocidad de avance y la velocidad del alambre son los dos parámetros estadísticamente más significativos que afectan la calidad de la superficie durante el corte por alambre de diamante de NdFeB, lográndose resultados óptimos a velocidades de avance inferiores a 0.4 mm/min combinadas con velocidades de alambre superiores a 1,200 m/min.
Parámetro 1: Diámetro del alambre — El principal impulsor del corte
El diámetro del alambre es el factor más influyente en la reducción de la pérdida de corte en NdFeB, ya que el ancho del corte no puede ser menor que el alambre mismo. La relación es directa: el ancho del corte es igual al diámetro del alambre más el voladizo del abrasivo de diamante en ambos lados (típicamente 10–25 μm por lado).
| Tipo de cable | Diámetro del alambre | Ancho de corte típico | Pérdida de material relativa |
|---|---|---|---|
| Hoja de sierra de ID | 0.40–0.60 mm (espesor de la hoja) | 0.50–0.70 mm | Línea de base (100%) |
| Alambre de diamante estándar | 0.30–0.35 mm | 0.35–0.42 mm | 50–60% |
| Alambre de diamante fino | 0.20–0.25 mm | 0.25–0.30 mm | 35–45% |
| Alambre múltiple ultrafino | 0.10–0.12 mm | 0.13–0.16 mm | 20–25% |
Al cambiar de una hoja de sierra ID a un alambre de diamante de 0.25 mm, la pérdida de material se reduce aproximadamente entre un 50 y un 60%. Esta es la mejora más importante disponible y debería ser el primer paso en cualquier programa de reducción de pérdida de material en el corte de NdFeB.
Sin embargo, un alambre más delgado requiere ajustes correspondientes en la tensión, la velocidad de avance y los parámetros del fluido de corte. Un alambre de 0.20 mm que funcione con parámetros optimizados para un alambre de 0.35 mm se romperá en cuestión de minutos. La interdependencia de los parámetros significa que la selección del diámetro del alambre debe impulsar todas las opciones de parámetros posteriores.
Parámetro 2: Tensión del alambre — Control de la deflexión
La tensión del alambre controla directamente cuánto se desvía el alambre bajo la fuerza de corte. Una deflexión excesiva amplía la pérdida de material efectiva más allá del diámetro físico del alambre porque el alambre sigue una trayectoria curva a través de la pieza de trabajo en lugar de una línea recta.
Para la reducción de la pérdida de material en el corte de NdFeB, el objetivo es mantener la deflexión del alambre por debajo de 50 μm en toda la longitud de corte. La tensión requerida depende del diámetro del alambre y la longitud del tramo:
- Alambre de 0.30–0.35 mm: Tensión de 20–25 N, soporta hasta 50 mm de longitud de corte
- Alambre de 0.20–0.25 mm: Tensión de 12–18 N, soporta hasta 40 mm de longitud de corte
- Sistemas multihilo: Tensión individual del alambre controlada por la alineación de los rodillos y los sistemas de amortiguación
Un alambre con tensión insuficiente produce superficies onduladas con anchos de pérdida de material efectivos entre un 30 y un 50% mayores que el mínimo teórico. Un alambre con tensión excesiva corre el riesgo de fractura repentina, lo que daña la pieza de trabajo y requiere volver a enhebrar, un resultado más costoso que la mejora marginal de la pérdida de material.

Parámetro 3: Velocidad de avance — El compromiso entre velocidad y calidad
La velocidad de avance controla la rapidez con la que el alambre avanza a través del bloque de NdFeB. Las velocidades de avance más rápidas aumentan la fuerza de corte, lo que aumenta la deflexión del alambre, la tasa de desgaste abrasivo y la carga térmica, todo lo cual amplía la pérdida de material efectiva.
Investigación de Materiales (MDPI) demostró que la rugosidad de la superficie aumentó aproximadamente 3 veces al aumentar la velocidad de avance de 0.1 mm/min a 0.3 mm/min durante el corte con alambre de diamante de NdFeB, con aumentos correspondientes en la amplitud del balanceo lateral del alambre.
Para la reducción de la pérdida de material en el corte de NdFeB, las pautas prácticas de velocidad de avance son:
- Corte de precisión (0.1–0.3 mm/min): Mínima pérdida de material, mejor calidad de superficie (Ra < 0.5 μm), menor rendimiento
- Corte de producción (0.3–0.7 mm/min): Equilibrio entre pérdida de material y rendimiento, rugosidad de superficie Ra 0.5–2.0 μm
- Corte de alto volumen (0.7–1.3 mm/min): Máximo rendimiento, mayor pérdida de material, requiere pulido posterior
La velocidad de avance óptima para la mayoría de las aplicaciones de producción de NdFeB se encuentra entre 0.3–0.5 mm/min, donde el ancho de corte se mantiene dentro del 15% del mínimo teórico, manteniendo al mismo tiempo un rendimiento económicamente viable.
Parámetro 4: Líquido de corte — Control térmico y mecánico
El líquido de corte cumple tres funciones en la reducción de la pérdida de material en el corte de NdFeB: eliminar las virutas de la zona de corte, reducir la fricción entre el alambre y la pieza de trabajo, y controlar la expansión térmica tanto del alambre como del imán.
El NdFeB es particularmente sensible a los efectos térmicos durante el corte. La baja conductividad térmica del material (7.7 W/m·K) significa que el calor de corte se concentra en la zona de contacto en lugar de disiparse a través de la pieza de trabajo. Este calentamiento localizado provoca la expansión térmica tanto del alambre como del material de NdFeB, ensanchando temporalmente la ranura más allá de lo que producirían solo los parámetros mecánicos.
Los líquidos de corte a base de agua con una concentración del 5–8% proporcionan la mejor combinación de rendimiento de enfriamiento y lubricidad para el corte de NdFeB. Especificaciones clave:
- Caudal: 2–5 L/min por zona de corte, dirigido al punto de entrada del alambre
- Temperatura: Mantener el fluido por debajo de 25 °C — usar un enfriador para producción continua
- Filtración: 10 μm o más fino para eliminar partículas de NdFeB que acelerarían el desgaste del alambre
- Control de pH: 8.5–9.5 para prevenir la corrosión del NdFeB (el NdFeB se oxida rápidamente en condiciones ácidas)
Un fluido de corte insuficiente es la causa más común de un ensanchamiento inesperado de la ranura en sistemas bien configurados. Si las mediciones de la ranura exceden consistentemente el diámetro del alambre esperado + 40 μm, verifique el caudal del fluido y la alineación de la boquilla antes de ajustar otros parámetros.
Parámetro 5: Velocidad del alambre — Optimización del compromiso abrasivo
La velocidad del alambre determina cuántos granos abrasivos de diamante entran en contacto con el material de NdFeB por unidad de tiempo. Una mayor velocidad del alambre distribuye la carga de corte entre más puntos abrasivos, reduciendo la fuerza por grano y produciendo una ranura más suave y estrecha.
El rango probado de 800–1,600 m/min muestra una clara mejora tanto en la calidad de la superficie como en la consistencia de la ranura a velocidades más altas. A 1,600 m/min con un alambre de 0.22 mm, los investigadores lograron una rugosidad superficial Ra de 0.433 μm, acercándose a la calidad de la superficie pulida directamente desde la sierra.
Sin embargo, la velocidad del alambre tiene rendimientos decrecientes por encima de aproximadamente 1,400 m/min para la mayoría de los grados de NdFeB. Las limitaciones prácticas son:
- Vibración de la máquina: Una mayor velocidad amplifica cualquier desequilibrio en los rodillos guía
- Suministro de refrigerante: El fluido debe penetrar en la zona de corte a pesar del arrastre de aire a altas velocidades del alambre
- Tasa de desgaste del alambre: Una mayor velocidad significa un mayor desgaste del abrasivo, lo que requiere un reemplazo más frecuente del alambre
Para la reducción de la pérdida de material en el corte de NdFeB a escala de producción, las velocidades de alambre de 1.000–1.400 m/min proporcionan el mejor equilibrio entre la calidad del corte y el costo de los consumibles.
Reducción de la pérdida de material en el corte de NdFeB: Comparación antes y después
La siguiente tabla resume las mejoras realistas que se pueden lograr optimizando sistemáticamente los cinco parámetros, basándose en una fábrica típica que actualiza de sierra de hilo a procesamiento con alambre de diamante para una Máquina de corte NdFeB configuración:
| Métrica | Antes (Sierra de hilo) | Después (Alambre de diamante optimizado) | Mejora |
|---|---|---|---|
| Ancho de ranura | 0.55 mm | 0.27 mm | reducción de 51% |
| Rebanadas por bloque de 30 mm (objetivo de 2 mm) | 11 | 14 | +27% de rendimiento |
| Rugosidad Superficial Ra | 1.5–3.0 μm | 0.4–0.8 μm | 2–4× mejor |
| Tasa de astillado del borde | 8–12% | < 2% | Reducción significativa |
| Se requiere pulido post-corte | Siempre | A menudo eliminado | Paso de proceso ahorrado |
Estas mejoras se acumulan en el volumen de producción. Una instalación que procesa 500 bloques/día con las ganancias de rendimiento mejoradas produce aproximadamente 1.500 imanes terminados adicionales al día, sin comprar materia prima adicional.
Cuando se combina con equipos downstream emparejados en una equipos de línea de producción de imanes configuración, la salida de corte optimizada para el kerf se alimenta directamente a las etapas de rectificado y pulido sin retrabajo intermedio, reduciendo aún más el costo por pieza.
Cómo iniciar su programa de reducción de pérdida de kerf de corte de NdFeB
La implementación de la reducción de la pérdida de kerf de corte de NdFeB no requiere reemplazar toda su línea de producción simultáneamente. Una secuencia de inicio práctica:
Paso 1: Mida su línea base actual. Registre el ancho del kerf, las rebanadas por bloque y la tasa de desecho para su proceso actual en 50-100 bloques. No se puede mejorar lo que no se ha medido.
Paso 2: Evalúe las opciones de diámetro de alambre. Si actualmente está utilizando una sierra de ID, el cambio a corte con alambre de diamante en una máquina dedicada Máquina de corte NdFeB proporciona la mayor mejora individual. Si ya está utilizando alambre de diamante, pruebe un paso de diámetro más fino (por ejemplo, 0,30 mm → 0,25 mm) con la tensión y la velocidad de avance ajustadas correspondientemente.
Step 3: Optimize cutting fluid system. Upgrade filtration to 10 μm, add temperature control, and verify nozzle alignment delivers fluid to the wire entry point — not above or beside it.
Step 4: Run parameter trials. Test 3–5 feed rate / wire speed combinations at your new wire diameter. Measure kerf width, surface roughness, and wire life for each combination. Select the parameter set that minimizes kerf while maintaining acceptable throughput and wire consumption cost.
Step 5: Scale and monitor. Implement the optimized parameters across production. Track kerf width weekly — wire supplier changes, NdFeB grade variations, and seasonal temperature fluctuations can shift your optimal parameters.
Para EV motor magnet manufacturing applications where dimensional consistency directly affects motor performance, kerf optimization becomes even more critical: tighter kerf control means tighter thickness tolerance, which means fewer rejects at the motor assembly line.
Ready to quantify the material savings available from your specific NdFeB cutting process? Request a Free Process Optimization Audit →
Our engineering team will analyze your current cutting parameters, magnet geometry, and production volume to calculate the projected kerf reduction and material cost savings — with specific equipment and parameter recommendations for your facility.





