For NdFeB magnet producers, the decision between an inner diameter (ID) saw and a multi-wire saw is no longer a debate about which cuts cleaner — both can produce acceptable slices on modern equipment. The decision is about economics at scale. Multi-wire saws cut dozens of slices simultaneously; ID saws cut one at a time. On any production volume above a few hundred slices per day, that throughput gap translates into a five-figure cost difference per year that compounds annually.
This article walks through how each technology works, where each one performs best, and the five-year cost-of-ownership math that explains why so many NdFeB producers have migrated from ID to multi-wire over the past decade. For the underlying equipment platform, see our magnet slicing machine overview.
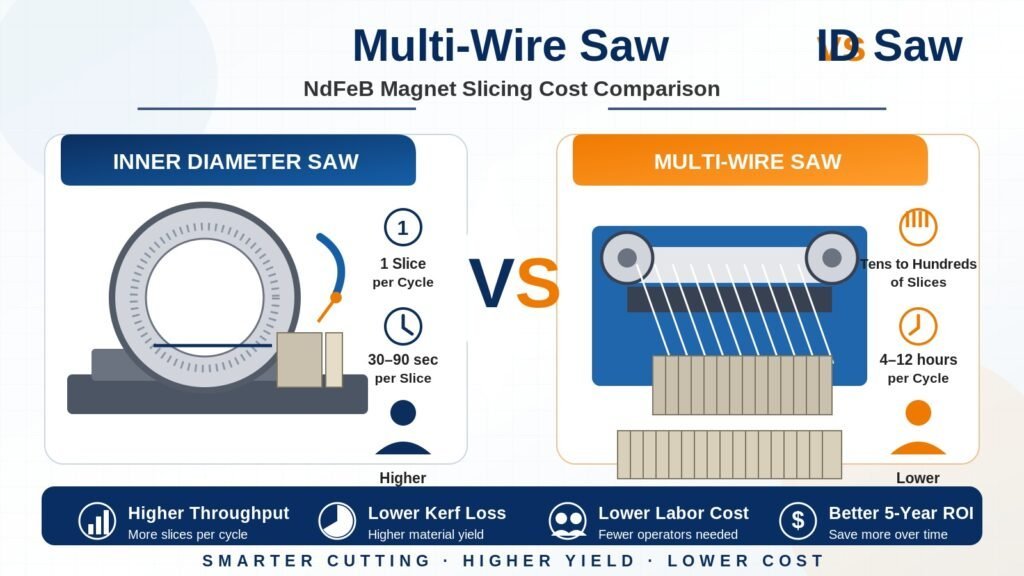
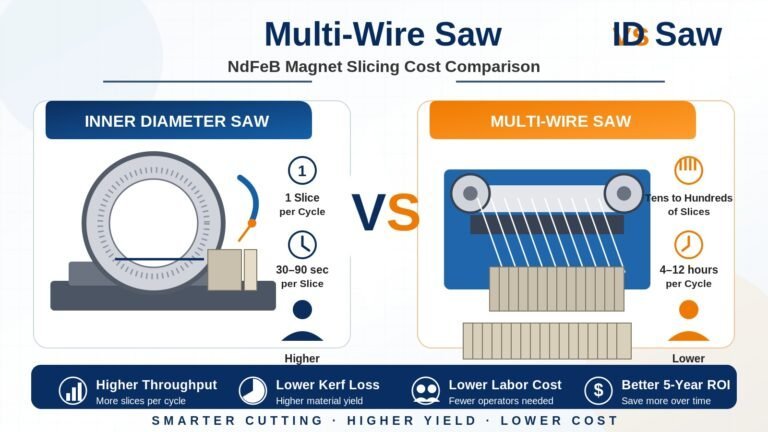
How an Inner Diameter (ID) Saw Works
An ID saw uses a thin, ring-shaped steel blade with diamond grit bonded to the inner edge of the ring. The blade is mounted on a rotating spindle and tensioned outward by mounting flanges, which keeps the cutting edge stable despite the thin blade body.
The workpiece is fed against the inner cutting edge. The blade rotates at high speed, the diamond grit removes material, and a single slice is produced. After each cut, the blade retracts, the workpiece indexes forward by one slice thickness plus kerf, and the next cut begins.
Key characteristics:
- One slice per cycle — sequential cutting only
- Blade thickness typically 0.2–0.4 mm
- Kerf width typically 0.3–0.5 mm
- Cut time per slice typically 30–90 seconds depending on workpiece diameter
- Blade life typically 2,000–4,000 cuts before re-tipping or replacement
ID saws dominated NdFeB slicing through the 1990s and early 2000s because they produced consistent surface quality and the equipment was simple to operate. The limitation was always throughput.
How a Multi-Wire Saw Works
A multi-wire saw uses a single long diamond-coated wire that loops back and forth between two or more grooved guide wheels, forming a parallel array of cutting strands above the workpiece. The wire moves at high speed across the entire array, and the workpiece is fed upward into the wire field.
Every wire in the array cuts simultaneously. A workpiece that would produce 80 slices on an ID saw produces 80 slices in a single feed cycle on a multi-wire saw — not 80 cycles, one cycle.
Key characteristics:
- Tens to hundreds of slices per cycle — fully parallel cutting
- Wire diameter typically 0.10–0.20 mm for thin slicing, 0.35–0.5 mm for thicker NdFeB cuts
- Kerf width typically 0.13–0.55 mm (much narrower than ID saws)
- Cycle time typically 4–12 hours per workpiece (but producing dozens of slices)
- Wire consumption roughly 1–2 km per cycle, replaced continuously
The first generation of multi-wire saws (slurry-based, late 1990s) had issues with surface quality. Modern fixed-abrasive diamond wire systems eliminated those issues, which is why the technology became the production standard.
Throughput Comparison
For a typical NdFeB block producing 80 slices at 2 mm thickness:
| Metric | ID Saw | Multi-Wire Saw |
|---|---|---|
| Cuts per cycle | 1 | 80 |
| Time per cut | 60 sec | — |
| Time per cycle | — | 6 hours |
| Total time per block | 80 min | 6 hours |
| Daily output (single shift) | ~6 blocks (480 slices) | ~1.3 blocks (104 slices) |
That table looks like ID wins on daily output, but the math reverses immediately when you stack machines or compare cost per slice. Multi-wire’s parallel cutting means the 6-hour cycle produces the same 80 slices an ID saw produces in 80 minutes — but a single multi-wire machine runs unattended overnight and produces 200+ slices per machine per day with one shift of supervision.
Real-world production comparison, 200 slices/day target:
| Approach | Equipment needed | Operator labor |
|---|---|---|
| ID saw scaling | 3+ ID saws running parallel | 3+ operators or constant supervision |
| Multi-wire scaling | 1 multi-wire saw | 1 operator part-time |
This is the line that drives most migration decisions: labor cost per slice on multi-wire is roughly 1/5 of ID saw labor cost per slice at production volumes.
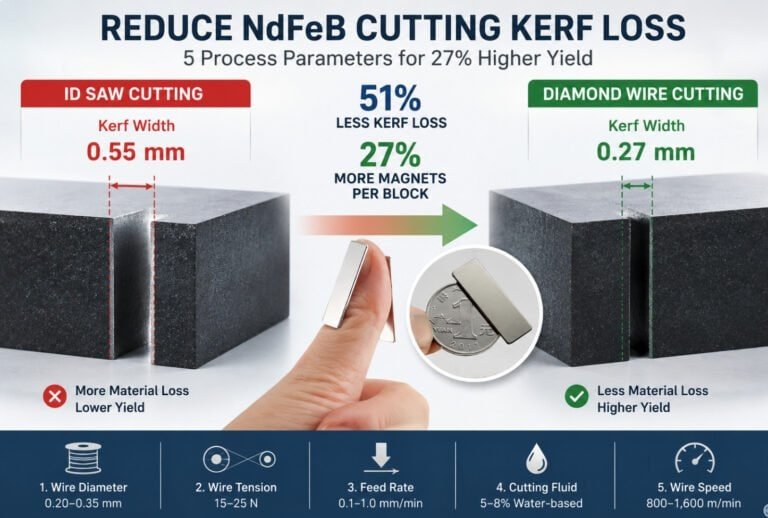
Kerf Loss Comparison
Kerf loss is the material removed by the cutting tool and lost as swarf. On a $80/kg NdFeB material, kerf loss is direct margin loss:
| Metric | ID Saw | Multi-Wire Saw (diamond wire) |
|---|---|---|
| Typical kerf width | 0.3–0.5 mm | 0.13–0.35 mm |
| Slices per kg (2 mm slice + kerf) | ~217 | ~250 |
| Material yield | ~85% | ~93% |
| Kerf loss as % of input material | ~15% | ~7% |
On a 1,000 kg/month NdFeB production line at $80/kg material:
- ID saw kerf loss: 150 kg/month wasted = $12,000/month
- Multi-wire kerf loss: 70 kg/month wasted = $5,600/month
- Multi-wire saves ~$6,400/month in material alone
This is on top of the labor savings. For detailed analysis of kerf loss optimization on diamond wire systems, see our NdFeB cutting kerf loss reduction deep dive.
Quality Comparison
Surface quality is where ID saws historically held an edge. Modern multi-wire diamond wire systems have closed that gap:
| Quality Metric | ID Saw | Multi-Wire (modern diamond wire) |
|---|---|---|
| Surface roughness Ra | 0.3–0.5 µm | 0.4–0.7 µm |
| Total thickness variation (TTV) | 5–10 µm | 8–15 µm |
| Edge chipping | Minimal | Minimal with proper tension |
| Bow / warp | Low | Low |
| Subsurface damage | 10–20 µm | 15–25 µm |
ID saws produce slightly better Ra and TTV. For most NdFeB applications — magnets that will be ground and coated downstream — the multi-wire surface quality is more than adequate and the slight Ra disadvantage is removed in the next process step anyway. Quality differences only matter if the cut surface is the final surface, which is rarely the case in NdFeB production.
For applications requiring the absolute best surface from the cutter, ID saws remain valid. For everything else, the multi-wire quality is fine.

Cost of Ownership (5-Year)
Here is where the decision actually gets made. Production scenario: 200 slices/day target, NdFeB N48 magnet blocks, single-shift operation, 250 production days/year.
| 5-Year Cost Component | 3× ID Saws | 1× Multi-Wire Saw |
|---|---|---|
| Initial equipment | Lower | Higher |
| Floor space | 3× footprint | 1× footprint |
| Operator labor (5 years) | 3 operators × 5 years | ~0.5 operator × 5 years |
| Wire/blade consumables | Frequent blade replacement | Continuous wire feed (higher unit cost, lower per-slice cost) |
| Coolant/abrasive | 3× consumption | 1× consumption |
| Material yield loss | ~15% kerf | ~7% kerf |
| Maintenance | 3× scheduled maintenance windows | 1× scheduled maintenance window |
| Downtime per blade change | Frequent (every 2,000-4,000 cuts) | Less frequent |
| Total 5-year cost ranking | Higher | Lower (by 30-50% for high-volume production) |
The break-even production volume — where multi-wire saw total cost crosses below ID saw total cost — sits around 80-120 slices per day. Below that, ID saws can be competitive. Above that, multi-wire wins on every line of the cost sheet except initial purchase price.
For producers operating in or scaling toward the 200+ slices/day range, the 5-year math is decisive.
Migration Path: From ID to Multi-Wire
For an existing ID-saw production line considering migration, the path looks like:
Phase 1: Evaluation (4-6 weeks)
- Send sample NdFeB blocks to a multi-wire saw manufacturer for trial cuts
- Compare surface quality, TTV, and kerf loss against current ID saw output
- Verify the multi-wire output meets your downstream grinding/coating process specs
Phase 2: Pilot Installation (1-3 months)
- Install one multi-wire saw in parallel with existing ID saw line
- Run production on multi-wire for 4-8 weeks
- Measure actual throughput, yield, and operator labor against projections
Phase 3: Scaled Migration (3-6 months)
- Add multi-wire capacity as volume justifies
- Retire ID saws as they reach end of useful life (or repurpose for low-volume specialty cuts)
- Retrain operators on multi-wire process control
Most NdFeB producers do not eliminate ID saws entirely. The typical end state is a mixed line: multi-wire handling main production volume, plus 1-2 ID saws kept for small-batch specialty work or quality-critical applications where the ID saw’s surface advantage matters.
For the broader production line context — combining cutting equipment with grinding, polishing, and inspection — see our magnet production line equipment overview.
Customer Migration Cases
Three patterns from VIMFUN’s installation base:
Case A: Mid-size NdFeB producer, 5,000 slices/month
Migrated from 4× ID saws to 1× multi-wire over 8 months. Labor cost dropped from 4 operators to 1 part-time. Kerf loss dropped from 16% to 8%. ROI on equipment investment under 14 months.
Case B: Wind turbine magnet supplier, 200 mm+ block production
Migrated from ID saws to dedicated large-block multi-wire (SOM4-750D) for blocks above 150 mm. Kept 2 ID saws for specialty small parts. Production capacity tripled, total labor cost flat.
Case C: EV motor magnet manufacturer, high-volume thin-slice production
Migrated to multi-wire as primary, retired all ID saws. Surface quality differences were absorbed by the downstream grinding step. Cost per finished magnet dropped 18%.
The common factor across migrations: the decision was driven by economics, not by quality dissatisfaction with the ID saws. Existing ID saw owners were generally happy with their equipment; multi-wire just produced the same or better output at substantially lower cost per slice.
Free ROI Calculation for Your Production
If you are running an ID saw line and considering whether multi-wire makes sense for your volume, send us:
- Current monthly slice production
- NdFeB grade and typical block dimensions
- Number of ID saws currently in service
- Current operator count on the cutting line
- Approximate kerf width on your current cuts
We will return a 5-year cost comparison customized to your numbers, including projected break-even point, equipment recommendation, and migration timeline. For applications in wind turbine, EV motor, or industrial magnet production, see our dedicated pages on wind turbine magnet cutting machine and EV motor magnet manufacturing equipment for sector-specific guidance.
External material reference: Rare Earth statistics from USGS for current Nd/Dy supply context affecting material cost calculations.