Intérieur et extérieur Arc Rectifieuse
Le VMG-290 est un système de passage à 2 stations rectifieuse d'arc interne et externe qui rectifie les deux faces des aimants permanents en forme de tuile en un seul passage à 15 pièces par minute. Une station se trouve au-dessus de l'arc intérieur, l'autre au-dessus de l'arc extérieur — la pièce est serrée à l'entrée et reste serrée pendant les deux stations jusqu'à ce qu'elle tombe à la sortie. Pas de rechargement. Pas de deuxième machine. Pas de deuxième réglage.
C'est le bon niveau entre la rectification manuelle à une station (4–6 pièces/min, deux re-serrages par pièce) et une ligne de passage complète à 4 stations. Pour la production d'aimants permanents de volume moyen — outils électriques, ventilateurs de plafond, soufflantes, servomoteurs de milieu de gamme, audio — le VMG-290 atteint le bon point sur la courbe coût-débit.

Where the VMG-290 fits
The VMG-290 sits in the mid-volume tier — between manual single-station grinders and the high-throughput VMG-490 4-station line. Production classes where this machine is the right answer:
-
A.01Power tool & small appliance motors
Sintered NdFeB tiles, arc length 10–25 mm, thickness 4–8 mm. High mix of grades (N35 to N48H) within a shift; one-pass grinding shortens changeover time.
-
A.02Blower, ceiling fan & HVAC motors
Sintered ferrite (hard ceramic) tiles, arc length 30–50 mm. Cost-driven applications where wheel cost dominates the operating budget; 2-station setup keeps capital low.
-
A.03Pump & compressor motors
Bonded NdFeB or ferrite tiles, arc length 25–45 mm. Volume sweet spot for 15 pcs/min throughput.
-
A.04Pilotes audio de milieu de gamme
Arcs en ferrite, 30–50 mm. Production à mélange élevé et volume moyen où le formage en une seule passe réduit la charge de l'opérateur.
-
A.05Moteurs pas à pas et petits servomoteurs
NdFeB fritté, carreaux plus petits (arc de 15–25 mm). Souvent utilisés en parallèle avec des lots d'outils électriques pendant le même quart de travail.
Si votre objectif de débit soutenu est supérieur à 1 200 pièces/h — typique de la production de moteurs de traction pour véhicules électriques complets — passez au VMG-490 à 4 stations. Si vous n'avez besoin que de l'arc intérieur OU extérieur (pas des deux), une rectifieuse à double extrémité à station unique est plus adaptée. Le VMG-290 est spécialement conçu pour le cas où vous avez besoin de meuler les deux arcs en une seule passe.
Fiche technique
| Configuration | Passage à 2 stations, en ligne (1 arc intérieur + 1 arc extérieur) |
| Plage de longueur de pièce | 10 – 70 mm |
| Plage de largeur de pièce | 10 – 90 mm |
| Débit | Jusqu'à 15 pièces/min (≈ 900 pièces/h) |
| Tolérance d'arc (R) | ±0,03 mm |
| Moteur de broche de la tête de rectification | 11 kW × 2 (un par poste) |
| Jeu de serrage pneumatique | 0,01 mm |
| Moteur servo d'avance | 0,75 kW |
| Moteur de dressage de meule | 1,5 kW |
| Taille du convoyeur | 1920 × 100 × 3 mm |
| Moteur d'entraînement du convoyeur | Moteur haute fréquence 0,3 kW avec réducteur |
| Vitesse d'avance (variable) | 0,2 – 3 m/min |
| Refroidissement / lubrification | Base glycol-ester + inhibiteur de corrosion |
| Construction du châssis | Lit en acier soudé, enceinte en tôle |
| Matériaux compatibles | NdFeB fritté · NdFeB lié · SmCo · Ferrite dure · AlNiCo |
| Chargement / déchargement automatique | En option |
Comment fonctionne la rectifieuse d'arc intérieur et extérieur
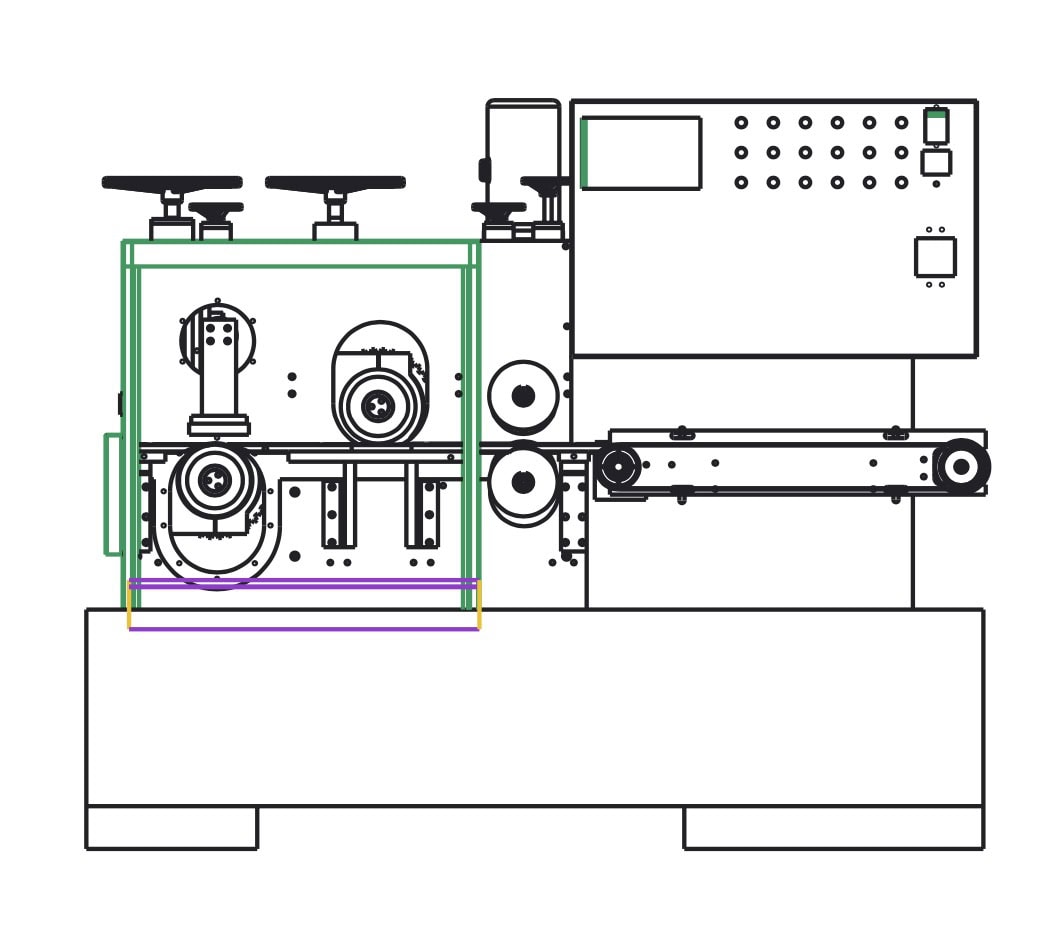
La pièce repose sur le convoyeur à l'entrée et est bridée pneumatiquement contre un rail de référence avec un jeu de 0,01 mm. Pendant qu'elle passe sous le Poste 1, la meule d'arc extérieur enlève de la matière jusqu'à la dimension extérieure R programmée. La même pièce — toujours bridée, toujours sur la même bande — passe sous le Poste 2, où la meule d'arc intérieur rectifie jusqu'à la dimension intérieure R. Au moment où elle atteint la sortie, les deux arcs sont rectifiés selon les spécifications. Un seul passage. Une seule pince. Un seul cycle de chargement opérateur.
Les 4 servomoteurs d'avance (0,75 kW chacun) sont répartis en 2 axes par poste. Chaque poste dispose d'un axe X indépendant (avance transversale, profondeur dans la meule) et d'un axe Y (contrôle de course le long de l'arc). C'est ce qui maintient la tolérance d'arc de ±0,03 mm — sans contrôle d'axe indépendant par poste, la même pièce subit le même décalage aux deux postes, et toute dérive s'accumule. Avec un contrôle indépendant, chaque poste compense son propre usure de meule et sa dilatation thermique.
Le convoyeur fonctionne à 0,2–3 m/min, réglé en fonction de la nuance du matériau et de la longueur de l'arc. Le NdFeB fritté N48 avec une longueur d'arc de 30 mm fonctionne généralement autour de 1,0 m/min ; la ferrite avec une longueur d'arc de 40 mm descend à environ 0,6 m/min en raison du rythme d'usure de la meule. Le bridage pneumatique avec un jeu de 0,01 mm maintient la pièce à plat contre le rail pendant les deux postes.
En amont, le flux de travail typique est le suivant : bloc NdFeB → scie multi-fil → ébauches de carreaux avec une coupe de 0,18–0,25 mm → rectification des deux arcs en un seul passage sur VMG-290 → chanfreinage (arrondi d'arête) → polissage (préparation Ra pour le placage) → placage nickel/zinc. Le VMG-290 couvre l'étape de rectification des arcs intérieur et extérieur dans une seule machine qui nécessiterait autrement deux rectifieuses à poste unique ou une ligne complète à 4 postes.
Guide des matériaux
Le VMG-290 traite toute la gamme des matériaux d'aimants permanents sous forme de carreaux. La sélection de la meule et la vitesse d'avance varient avec le matériau — la machine elle-même est agnostique quant au matériau.
| Matériau | Compatibilité | Notes |
|---|---|---|
| NdFeB fritté | ✓ Compatible | Meule diamantée / CBN ; réduire l'avance pour les nuances > N48 ; liquide de refroidissement à circulation forcée obligatoire pour maintenir la chaleur locale en dessous d'environ 60 °C et protéger les propriétés magnétiques. |
| NdFeB lié | ✓ Compatible | Avance lente ; la matrice de résine se dégrade au-dessus d'environ 80 °C — le débit de liquide de refroidissement est non négociable. |
| SmCo (Sm₂Co₁₇ / SmCo₅) | ✓ Compatible | Plus cassant que le NdFeB. Réduire la profondeur d'avance par passe pour éviter l'écaillage des bords. Rodage prudent sur une nouvelle meule — les rebuts de SmCo sont coûteux. |
| Ferrite dure frittée | ✓ Application principale | La conception à 2 stations est particulièrement rentable pour la ferrite. L'usure de la meule est 3 à 5 fois plus rapide qu'avec le NdFeB ; prévoyez des intervalles de dressage plus courts. |
| AlNiCo | ✓ Compatible | Moins courant sous forme de carreau, mais fonctionne. La structure coulée peut accrocher sur la meule — vérifiez la force de serrage avant les séries de production. |
Non recommandé
- Aimants liés flexibles (liés au caoutchouc, liés au nylon en feuille) — ceux-ci sont découpés à la matrice, pas rectifiés.
- "Ébauches pressées d" terres rares non frittées "vertes" — attendez après le frittage. La rectification des pièces vertes produit de la poussière, pas des copeaux, et les dimensions ne seront pas maintenues.
Pour les définitions de grade de NdFeB, voir les normes CEI sur les matériaux magnétiques durs à webstore.iec.ch (CEI 60404-8-1 couvre les aimants frittés à base de terres rares).
Ce que la conception résout
Les deux arcs rectifiés en une seule passe
Le flux traditionnel fait passer la pièce dans une machine pour l'arc intérieur, puis à nouveau dans une machine différente pour l'arc extérieur. Deux brides, deux réglages, deux erreurs d'alignement cumulées — et la pièce se retrouve en cours de fabrication entre les machines. Le VMG-290 combine les deux en un seul passage continu sur le même convoyeur.
Permet d'économiser environ 35 à 40 % du temps de cycle par rapport à l'utilisation de deux machines à poste unique l'une après l'autre, et élimine l'erreur d'alignement qui s'accumule sur deux cycles de bridage.
4 servomoteurs d'alimentation — axe X + Y par poste
La plupart des rectifieuses traversantes utilisent un seul axe d'alimentation par poste — contrôle de la profondeur uniquement. Le VMG-290 dispose de 4 servomoteurs d'alimentation disposés en 2 axes par poste : X pour la profondeur dans la meule, Y pour la course le long de l'arc. Avec des axes X+Y indépendants sur chaque poste, la meule peut suivre la géométrie réelle de l'arc au lieu de simplement plonger droit.
C'est ce qui maintient une tolérance d'arc de ±0,03 mm sur un quart de travail de 8 heures. Les rectifieuses à alimentation mono-axe dérivent davantage à mesure que la meule s'use, car elles ne peuvent pas compenser le changement de diamètre de la meule sans un réaffûtage manuel.
Jeu de bridage pneumatique de 0,01 mm
La pièce est bridée pneumatiquement contre un rail de référence avec un jeu de 0,01 mm — la même spécification que celle utilisée sur la ligne VMG-490 à 4 postes. Les brides pneumatiques qui dérivent au-delà de 0,02 mm pendant le cycle de rectification permettent à la même pièce de subir différentes profondeurs d'enlèvement entre les postes, ce qui se traduit par une variation de rugosité de ±0,05 mm ou pire.
La pression d'air et l'usure des brides sont les sources de dérive habituelles ; les systèmes pneumatiques sont plus répétables que les brides à ressort mécaniques sur de longues séries.
Deux moteurs de dressage de meule intégrés (1,5 kW × 2)
Les deux postes disposent de moteurs de dressage dédiés de 1,5 kW qui réaffûtent la meule sans interrompre le réglage. Les sites de production à forte teneur en ferrite perdent 30 à 45 minutes par quart de travail pour le dressage hors machine sur les machines sans dispositifs de dressage intégrés. Sur le VMG-290, le dressage est une opération de 2 minutes entre les lots.
Avec moins de postes, chacun supporte une charge d'enlèvement plus importante, de sorte que le taux d'usure de la meule par poste est plus élevé que sur une ligne à 4 postes. Le dressage intégré est essentiel à ce niveau.
Niveau de capital entre manuel et ligne complète
La configuration à 2 stations est intentionnellement positionnée entre les rectifieuses à 1 station et les lignes de passage à 4 stations. Pour les clients à volume moyen — 600 à 1 000 carreaux par poste sur 1 à 2 postes — la VMG-290 atteint le point idéal en termes de coût par pièce.
Passez à la VMG-490 à 4 stations uniquement lorsque les exigences de débit dépassent environ 1 200 pièces/h de manière soutenue.
Même plateforme robuste que la VMG-490
Le bâti, le convoyeur, le système de refroidissement et l'architecture de contrôle partagent des composants avec la VMG-490 plus grande. Cela signifie : mêmes pièces de rechange, même logique d'interface opérateur, mêmes procédures de service. Pour les ateliers qui pourraient passer à 4 stations plus tard, la formation et l'inventaire se reportent directement.
La migration vers une VMG-490 signifie aucune nouvelle formation pour l'opérateur et aucun nouvel inventaire de pièces de rechange. Les deux machines fonctionnent comme une famille.
Modules d'extension modulaires
| Module | Ce qu'il fait | Quand le spécifier |
|---|---|---|
| Chargeur / déchargeur automatique | Bol vibrant ou alimentation robotisée + convoyeur de sortie vers bac | Postes de nuit, fonctionnement en 2 postes, qualités magnétiques coûteuses |
| Jauge d'épaisseur en ligne | Capteur de déplacement laser à l'entrée ; rejette les pièces hors tolérance de pré-meulage de ±0,1 mm | Ébauches de fournisseurs mixtes où la variation de coupe brute est large |
| Séparateur magnétique de copeaux / liquide de refroidissement | Séparateur magnétique à tambour ou à bande avec filtre de polissage papier | Production à forte teneur en NdFeB ; obligatoire pour les sites de liquide de refroidissement en boucle fermée conformes à la norme ISO 14001 |
| Module complémentaire de surveillance de meule | Capteur d'émission acoustique avec alerte de taux d'usure | Longues courses sans surveillance ; détecte le glaçage de la meule avant de mettre au rebut un lot |
| Meules à profil pré-dressé | Meules à profil diamant / CBN montées sur broche adaptées à votre rayon R de carreau | Spécifiez la plage de R et le liant à la commande — nous expédions pré-dressé |
| Refroidisseur de liquide de refroidissement | Refroidissement en boucle fermée pour maintenir le liquide de refroidissement à 18–22 °C | Climats chauds, ou nuances de NdFeB sensibles au vieillissement thermique |
Questions que les ingénieurs posent avant d'acheter
Quand dois-je choisir la VMG-290 plutôt que la machine à 4 stations VMG-490 ?
Le débit est le facteur décisif. Si votre objectif de production soutenu est inférieur à environ 900 pièces/h, la VMG-290 le couvre avec un coût de capital inférieur — généralement environ la moitié du prix de la 4 stations. Si vous avez besoin de plus de 1 200 pièces/h ou si vous exécutez des qualités à haute mixité qui bénéficient d'un ébauchage-finition sur chaque arc, passez à la VMG-490.
Les deux machines partagent la même architecture de bâti et de contrôle, de sorte qu'une mise à niveau ultérieure ne rend pas obsolète la formation de vos opérateurs ou votre inventaire de pièces de rechange.
La VMG-290 peut-elle rectifier les arcs intérieur et extérieur en une seule passe ?
Oui — c'est la conception principale. La station 1 gère l'arc extérieur, la station 2 gère l'arc intérieur (ou l'ordre peut être inversé en fonction de l'outillage et du matériau). La pièce est serrée pneumatiquement à l'entrée et reste serrée pendant les deux stations sur le même convoyeur. La rectification en une seule passe des deux faces d'arc est la valeur sur laquelle la machine est construite.
Pourquoi une machine à 2 stations a-t-elle besoin de 4 moteurs d'avance ?
Parce que chaque station dispose d'axes X+Y indépendants pour une rectification de profil réelle, pas seulement une rectification par pénétration. L'axe X contrôle la profondeur dans la meule ; l'axe Y contrôle la course le long de l'arc. Avec 4 moteurs (2 par station), la meule peut suivre la géométrie réelle de l'arc et compenser l'usure de la meule pendant le fonctionnement.
Les conceptions à alimentation mono-axe dérivent davantage entre les dressage — c'est pourquoi la VMG-290 maintient une tolérance d'arc de ±0,03 mm sur un quart de travail de 8 heures.
Puis-je travailler le NdFeB fritté et la ferrite pendant le même quart de travail ?
Oui, mais avec un changement de meule et un redressage entre les lots. Liants différents, grains différents — travailler la ferrite sur une meule optimisée pour le NdFeB glacera la meule en 100 à 200 pièces. Les rectifieuses embarquées de 1,5 kW permettent un changement en moins de 5 minutes par station. Planifiez les calendriers de production autour des lots de matériaux plutôt que de mélanger au sein d'un même lot.
Quelle rugosité de surface (Ra) cette machine de rectification d'arcs intérieur et extérieur produit-elle ?
La Ra est définie par le grain de la meule, pas par la machine. Avec une meule de finition diamantée à liant résine à grain fin (#400 ou plus fin), les clients rapportent une Ra de 0,4 à 0,8 µm sur le NdFeB fritté — adéquate pour la préparation au placage nickel ou zinc sans étape de polissage supplémentaire. Pour les meules d'enlèvement de matière plus grossières (grain #80–120), attendez-vous à une Ra de 1,6 µm ou plus ; c'est là que le polissage en aval intervient.
Pour les normes de mesure de rugosité de surface, voir ISO 21920-2.
Quel est le délai de livraison typique et qu'est-ce qui est inclus dans la mise en service ?
La configuration standard est livrée dans les 60 à 90 jours suivant la commande. La mise en service sur le site du client comprend le déballage, la mise à niveau, le remplissage du liquide de refroidissement, le montage et le dressage de la meule, la paramétrisation du système de contrôle, la validation du premier article par rapport à votre dessin de pièce, et la formation de l'opérateur (généralement 2 à 3 jours sur site pour la VMG-290). Nous ne validons pas avant que les critères d'acceptation ne soient remplis par rapport au dessin — et non par rapport à une fiche technique générique.
La machine peut-elle être mise à niveau vers 4 stations plus tard ?
Pas directement — la longueur du lit et le convoyeur du VMG-290 sont dimensionnés pour 2 stations. Si votre production dépasse l'enveloppe de débit, le chemin typique est d'ajouter un second VMG-290 (dupliquant ainsi la capacité) ou de migrer vers un VMG-490.
Parce que les deux machines partagent des pièces de rechange et des interfaces opérateur, la migration est simple — les données de production et les habitudes de l'opérateur se reportent directement.