Innen & Außen Bogen Schleifmaschine
Die VMG-290 ist eine 2-Stationen-Durchlaufmaschine zum Schleifen von Innen- und Außenbögen die beide Flächen von flachen Permanentmagneten in einem einzigen Durchgang mit 15 Stück pro Minute schleift. Eine Station sitzt über dem Innenbogen, die andere über dem Außenbogen — das Werkstück wird am Einlauf eingespannt und bleibt durch beide Stationen eingespannt, bis es am Auslauf abfällt. Kein Nachladen. Keine zweite Maschine. Kein zweites Einrichten.
Sie ist die richtige Stufe zwischen manuellem Einschleifen (4–6 Stück/Minute, zwei Nachspannungen pro Teil) und einer vollständigen 4-Stationen-Durchlaufanlage. Für die Produktion von Permanentmagnetmotoren mittleren Volumens — Elektrowerkzeuge, Deckenventilatoren, Gebläse, mittelgroße Servos, Audio — trifft die VMG-290 den richtigen Punkt auf der Kosten-Durchsatz-Kurve.

Wo die VMG-290 passt
Die VMG-290 positioniert sich im mittleren Volumenbereich – zwischen manuellen Einzelstationsschleifmaschinen und der Hochdurchsatz-4-Stationen-Linie VMG-490. Produktionsklassen, für die diese Maschine die richtige Antwort ist:
-
A.01
Elektrowerkzeug- und Kleingerätemotoren
Gesinterte NdFeB-Fliesen, Bogenlänge 10–25 mm, Dicke 4–8 mm. Hoher Mix an Güten (N35 bis N48H) innerhalb einer Schicht; ein Durchgangsschleifen verkürzt die Umrüstzeit.
-
A.02
Gebläse-, Deckenventilator- und HLK-Motoren
Gesinterte Ferrit- (Hartkeramik-) Fliesen, Bogenlänge 30–50 mm. Kostengetriebene Anwendungen, bei denen die Schleifscheibenkosten den Betriebshaushalt dominieren; 2-Stationen-Aufbau hält die Investitionskosten niedrig.
-
A.03
Pumpen- und Kompressormotoren
Gebundene NdFeB- oder Ferrit-Fliesen, Bogenlänge 25–45 mm. Das ideale Volumen für einen Durchsatz von 15 Stück/min.
-
A.04
Mittelklasse-Audio-Treiber
Ferritbögen, 30–50 mm. Hochmix-, mittelvolumige Produktion, bei der die einstufige Umformung die Arbeitsbelastung des Bedieners reduziert.
-
A.05
Schritt- und kleine Servomotoren
Gesintertes NdFeB, kleinere Fliesen (15–25 mm Bogen). Oft zusammen mit Stromwerkzeugchargen in derselben Schicht betrieben.
Wenn Ihr angestrebtes Durchsatzziel über 1.200 Stück/h liegt – typisch für die Produktion von vollelektrischen Traktionsmotoren – steigen Sie auf die 4-Stationen-VMG-490 um. Wenn Sie nur den inneren ODER äußeren Bogen benötigen (nicht beide), ist eine einseitige Doppelschleifmaschine eine bessere Wahl. Die VMG-290 ist speziell für den Fall konzipiert, dass beide Bögen in einem Durchgang geschliffen werden müssen.
Datenblatt
| Konfiguration | 2-Stationen-Durchlauf, Inline (1 Innenbogen + 1 Außenbogen) |
| Werkstücklängenbereich | 10 – 70 mm |
| Werkstückbreitenbereich | 10 – 90 mm |
| Durchsatz | Bis zu 15 Stück/min (≈ 900 Stück/h) |
| Bogentoleranz (R) | ±0,03 mm |
| Schleifkopfspindelmotor | 11 kW × 2 (einer pro Station) |
| Pneumatischer Spannabstand | 0,01 mm |
| Zustell-Servomotor | 0,75 kW |
| Abrichtmotoren | 1,5 kW |
| Förderbandgröße | 1920 × 100 × 3 mm |
| Förderbandantriebsmotor | 0,3 kW Hochfrequenzmotor mit Untersetzung |
| Vorschubgeschwindigkeit (variabel) | 0,2 – 3 m/min |
| Kühl-/Schmiermittel | Glykolester-Basis + Korrosionsschutzmittel |
| Rahmenkonstruktion | Geschweißter Stahlrahmenbett, Blechgehäuse |
| Kompatible Materialien | Sinter NdFeB · Gebundener NdFeB · SmCo · Hartferrit · AlNiCo |
| Automatisches Be- und Entladen | Optional |
Funktionsweise der Innen- und Außenbogen-Schleifmaschine
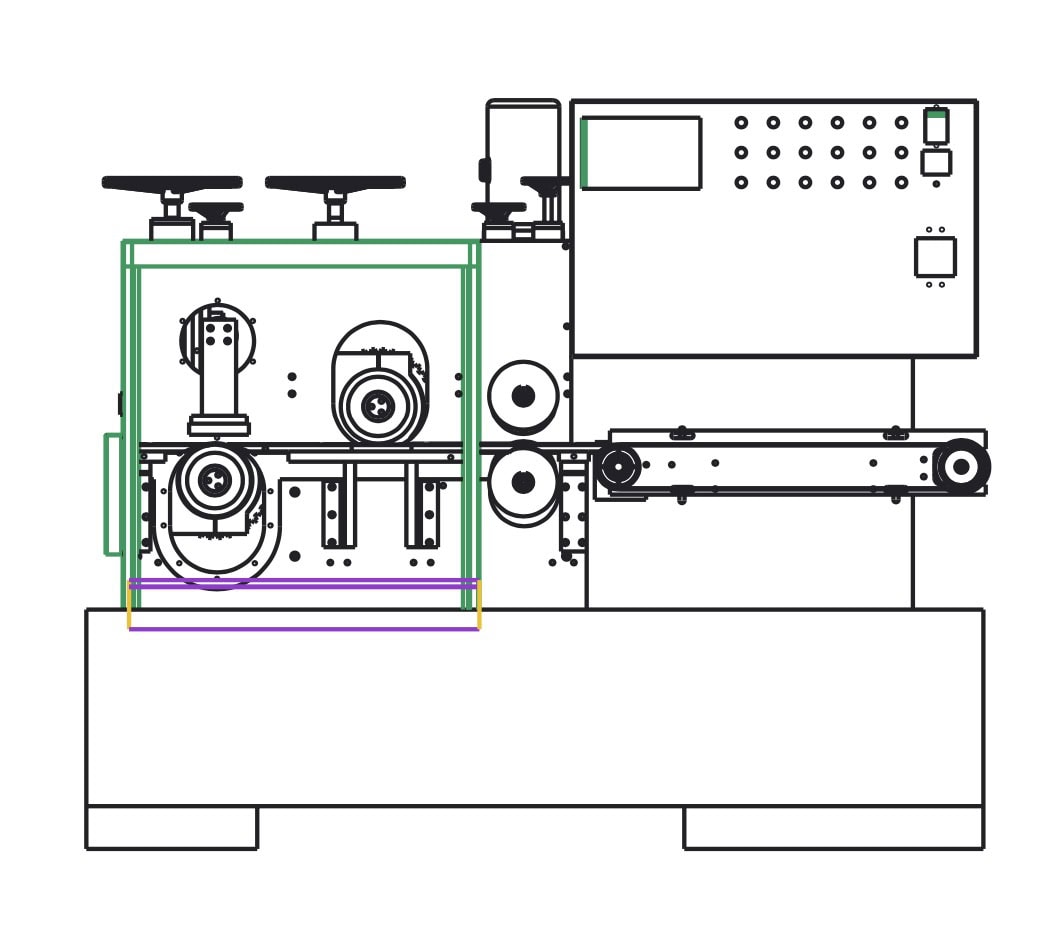
Das Werkstück liegt beim Einlauf auf dem Förderband und wird pneumatisch mit 0,01 mm Spiel an eine Referenzschiene gespannt. Während es unter Station 1 durchläuft, entfernt das Schleifrad für den Außenbogen Material bis zur programmierten R-Außen-Abmessung. Das gleiche Werkstück – immer noch gespannt, immer noch auf demselben Band – durchläuft Station 2, wo das Rad für den Innenbogen auf die R-Innen-Abmessung schleift. Bis es den Auslauf erreicht, sind beide Bögen spezifikationsgerecht geschliffen. Ein Durchgang. Eine Klemmung. Ein Bediener-Ladezyklus.
Die 4 Servo-Motoren für den Einlauf (je 0,75 kW) sind als 2 Achsen pro Station aufgeteilt. Jede Station verfügt über eine unabhängige X-Achse (Quervorschub, Tiefe in das Rad) und eine Y-Achse (Hubsteuerung entlang des Bogens). Das sorgt für die ±0,03 mm Bogen-Toleranz – ohne unabhängige Achsensteuerung pro Station würde dasselbe Werkstück an beiden Stationen denselben Versatz erfahren und jeder Drift würde sich verstärken. Mit unabhängiger Steuerung kompensiert jede Station ihren eigenen Radverschleiß und ihre thermische Ausdehnung.
Das Förderband läuft mit 0,2–3 m/min, eingestellt je nach Materialgüte und Bogenlänge. Gesintertes N48 NdFeB mit 30 mm Bogenlänge läuft typischerweise mit etwa 1,0 m/min; Ferrit mit 40 mm Bogenlänge fällt aufgrund des Radverschleißes auf etwa 0,6 m/min. Die pneumatische Klemmung mit 0,01 mm Spiel hält das Teil während beider Stationen flach an der Schiene.
Stromaufwärts ist der typische Arbeitsablauf: NdFeB-Block → Mehrdrahtsäge → Fliesenrohlinge mit 0,18–0,25 mm Schnittfuge → VMG-290 schleift beide Bögen in einem Durchgang → Anfasen (Kantenbruch) → Polieren (Ra-Vorbereitung für Galvanisierung) → Nickel/Zink-Galvanisierung. Die VMG-290 deckt den Schleifschritt für Innen- und Außenbogen in einer einzigen Maschine ab, die sonst zwei Ein-Stations-Schleifmaschinen oder eine komplette 4-Stationen-Linie benötigen würde.
Materialleitfaden
Die VMG-290 verarbeitet das gesamte Spektrum an Permanentmagnetmaterialien in Fliesenform. Die Radwahl und die Vorschubgeschwindigkeit ändern sich je nach Material – die Maschine selbst ist materialunabhängig.
| Material | Kompatibilität | Hinweise |
|---|---|---|
| Gesintertes NdFeB | ✓ Kompatibel | Diamant-/CBN-Rad; Vorschub für Güten > N48 reduzieren; Flutkühlung zwingend erforderlich, um die lokale Wärme unter ca. 60 °C zu halten und die magnetischen Eigenschaften zu schützen. |
| Gebundenes NdFeB | ✓ Kompatibel | Langsame Vorschubgeschwindigkeit; Harzmatrix zersetzt sich oberhalb von ca. 80 °C – Kühlmitteldurchfluss ist nicht verhandelbar. |
| SmCo (Sm₂Co₁₇ / SmCo₅) | ✓ Kompatibel | Spröder als NdFeB. Reduzieren Sie die Zustelltiefe pro Durchgang, um Kantenabsplitterungen zu vermeiden. Fahren Sie vorsichtig auf einem neuen Rad ein – SmCo-Abfall ist teuer. |
| Gesintertes Hartferrit | ✓ Primäre Anwendung | Das 2-Stationen-Design ist besonders kostengünstig für Ferrit. Der Radverschleiß ist 3-5x schneller als bei NdFeB; planen Sie kürzere Abrichtintervalle. |
| AlNiCo | ✓ Kompatibel | Seltener in Fliesenform, aber funktioniert. Die Gussstruktur kann am Rad greifen – überprüfen Sie die Klemmkraft vor Produktionsläufen. |
Nicht empfohlen
- Flexible gebundene Magnete (gummiert, nylonbeschichtet) – diese werden gestanzt, nicht geschliffen.
- "Grüne" ungesinterte, gepresste Seltenerd-Rohlinge – warten Sie bis nach dem Sintern. Das Schleifen von grünen Teilen erzeugt Staub, keine Späne, und die Maße werden nicht gehalten.
Für NdFeB-Güteklassendefinitionen siehe die IEC-Normen für hartmagnetische Werkstoffe unter webstore.iec.ch (IEC 60404-8-1 behandelt gesinterte Seltenerdmagnete).
Was das Design löst
Beide Bögen werden in einem einzigen Durchgang geschliffen
Der traditionelle Ablauf führt das Teil durch eine Maschine für den Innenbogen und dann erneut durch eine andere Maschine für den Außenbogen. Zwei Spannvorrichtungen, zwei Einstellungen, zwei sich verstärkende Ausrichtungsfehler – und das Teil liegt zwischen den Maschinen im WIP. Der VMG-290 fasst beides in einem kontinuierlichen Durchgang auf demselben Förderband zusammen.
Spart etwa 35–40% Zykluszeit im Vergleich zum Betrieb von zwei Einzelstationsmaschinen hintereinander und eliminiert den Ausrichtungsfehler, der sich über zwei Spannzyklen hinweg verstärkt.
4 Zuführungs-Servos – X + Y-Achse pro Station
Die meisten Durchlaufschleifmaschinen verwenden eine einzige Zuführungsachse pro Station – nur Tiefenkontrolle. Der VMG-290 verfügt über 4 Zuführungs-Servos, die als 2 Achsen pro Station angeordnet sind: X für die Tiefe in das Rad, Y für den Hub entlang des Bogens. Mit unabhängigen X+Y an jeder Station kann das Rad der tatsächlichen Bogengeometrie folgen, anstatt nur gerade einzutauchen.
Dies sorgt für eine Bogen-Toleranz von ±0,03 mm über eine 8-Stunden-Schicht. Einzelachsen-Zuführschleifmaschinen driften stärker, wenn das Rad verschleißt, da sie den sich ändernden Raddurchmesser nicht ohne manuelle Nachbearbeitung kompensieren können.
0,01 mm pneumatische Spannungsfreiräume
Das Werkstück wird pneumatisch mit einem Spalt von 0,01 mm an einer Referenzschiene gespannt – die gleiche Spezifikation wie bei der 4-Stationen-Linie VMG-490. Pneumatische Spannvorrichtungen, die während des Schleifzyklus über 0,02 mm driften, lassen dasselbe Werkstück zwischen den Stationen unterschiedliche Abnahmetiefen erfahren, was sich als R-Variation von ±0,05 mm oder schlechter zeigt.
Luftdruck und Spannvorrichtungsverschleiß sind die üblichen Driftquellen; pneumatische Spannvorrichtungen sind bei langen Läufen wiederholgenauer als mechanische Federklemmen.
Zwei integrierte Radabrichtmotoren (1,5 kW × 2)
Beide Stationen verfügen über dedizierte 1,5-kW-Abrichtmotoren, die das Rad nachbearbeiten, ohne die Einrichtung zu unterbrechen. Produktionsstätten mit hohem Ferritanteil verlieren 30–45 Minuten pro Schicht durch externe Abrichtung bei Maschinen ohne integrierte Abrichtvorrichtungen. Auf dem VMG-290 ist die Abrichtung ein 2-minütiger Vorgang zwischen den Chargen.
Bei weniger Stationen trägt jede einzelne eine höhere Abnahmelast, sodass die Verschleißrate des Rades pro Station höher ist als bei einer 4-Stationen-Linie. Die integrierte Abrichtung ist auf dieser Ebene unerlässlich.
Kapitalstufe zwischen manuell und Volllinie
Die 2-Stationen-Konfiguration ist bewusst zwischen Einzelstationsschleifmaschinen und 4-Stationen-Durchlaufanlagen positioniert. Für Kunden mit mittlerem Volumen – 600–1.000 Fliesen pro Schicht über 1–2 Schichten – trifft die VMG-290 den optimalen Kostenpunkt pro Stück.
Steigen Sie nur dann auf die 4-Stationen-VMG-490 um, wenn die Durchsatzanforderungen nachhaltig über ca. 1.200 Stück/h steigen.
Gleiche robuste Plattform wie die VMG-490
Bett, Förderband, Kühlsystem und Steuerungsarchitektur teilen sich Komponenten mit der größeren VMG-490. Das bedeutet: gleiche Ersatzteile, gleiche Bedienoberflächenlogik, gleiche Serviceverfahren. Für Betriebe, die später auf 4 Stationen skalieren könnten, sind Schulung und Lagerbestand direkt übertragbar.
Die Migration zu einer VMG-490 bedeutet keine Umschulung der Bediener und keinen neuen Ersatzteilbestand. Die beiden Maschinen laufen als Familie.
Modulare Zusatzmodule
| Modul | Was es tut | Wann anzugeben |
|---|---|---|
| Automatischer Lader / Entlader | Vibrationswendel oder Roboter-Einlauf + Auslaufband zum Behälter | Schichtbetrieb ohne Personal, 2-Schicht-Betrieb, Magnetqualitäten mit hohen Kosten |
| Inline-Dickenmessgerät | Laser-Wegaufnehmer am Einlauf; weist Teile außerhalb der ±0,1 mm Vor-Schleif-Toleranz zurück | Rohlinge von verschiedenen Lieferanten, bei denen die Schnittvariationen breit sind |
| Magnetischer Späne- / Kühlmittelabscheider | Trommel- oder Bandmagnetabscheider mit Papier-Poliervorfilter | NdFeB-intensive Produktion; obligatorisch für ISO 14001 geschlossene Kühlkreisläufe |
| Radüberwachungs-Add-on | Akustik-Emissions-Sensor mit Verschleißraten-Alarm | Lange unbeaufsichtigte Läufe; erkennt Radglasur, bevor eine Charge verschrottet wird |
| Vorkalibrierte Profilräder | Spindelmontage-Diamant- / CBN-Profilräder, abgestimmt auf Ihren Fliesen-R | Geben Sie den R-Bereich und die Bindung bei der Bestellung an – wir liefern vorkalibriert |
| Kühlmittelkühler | Geschlossener Kühlkreislauf zur Haltung des Kühlmittels bei 18–22 °C | Heiße Klimazonen oder NdFeB-Sorten, die empfindlich auf thermische Alterung reagieren |
Fragen, die Ingenieure vor dem Kauf stellen
Wann sollte ich die VMG-290 gegenüber der 4-Stationen-Maschine VMG-490 wählen?
Der Durchsatz ist entscheidend. Wenn Ihr Ziel für die Dauerproduktion unter ca. 900 Stück/h liegt, deckt die VMG-290 dies mit geringeren Kapitalkosten ab – typischerweise etwa die Hälfte des Preises der 4-Stationen-Maschine. Wenn Sie über ca. 1.200 Stück/h benötigen oder Hochmix-Sorten verarbeiten, die von einer Grob- und Feinschleifbearbeitung auf jedem Bogen profitieren, steigen Sie auf die VMG-490 um.
Die beiden Maschinen teilen sich denselben Maschinenbett und dieselbe Steuerungsarchitektur, sodass ein späteres Upgrade Ihre Bedienerschulung oder Ihren Ersatzteilbestand nicht beeinträchtigt.
Kann die VMG-290 Innen- und Außenbögen in einem einzigen Durchgang schleifen?
Ja – das ist das Kernkonzept. Station 1 bearbeitet den Außenbogen, Station 2 bearbeitet den Innenbogen (oder die Reihenfolge kann je nach Werkzeug und Material vertauscht werden). Das Werkstück wird pneumatisch am Einlauf gespannt und bleibt auf demselben Förderband durch beide Stationen gespannt. Das einwandige Schleifen beider Bogenflächen ist der Wert, auf dem die Maschine aufgebaut ist.
Warum benötigt eine 2-Stationen-Maschine 4 Zuführmotoren?
Da jede Station unabhängige X+Y-Achsen für echtes Profilschleifen und nicht nur für das Eintauchen hat. Die X-Achse steuert die Tiefe in die Schleifscheibe; die Y-Achse steuert den Hub entlang des Bogens. Mit 4 Motoren (2 pro Station) kann die Schleifscheibe der tatsächlichen Bogengeometrie folgen und den Verschleiß der Schleifscheibe während des Laufs ausgleichen.
Einkanalige Zuführsysteme driften stärker zwischen den Abrichtvorgängen – deshalb hält die VMG-290 eine Bogen-Toleranz von ±0,03 mm über eine 8-Stunden-Schicht.
Kann ich Sinter-NdFeB und Ferrit im selben Schichtbetrieb bearbeiten?
Ja, aber mit einem Schleifscheibenwechsel und einer Nachabrichtung zwischen den Chargen. Unterschiedliche Bindemittel, unterschiedliche Körnungen – das Bearbeiten von Ferrit auf einer für NdFeB optimierten Schleifscheibe verglast die Schleifscheibe innerhalb von 100–200 Teilen. Die integrierten 1,5-kW-Abrichtgeräte ermöglichen einen Wechsel in unter 5 Minuten pro Station. Planen Sie Produktionszeitpläne um Materialchargen herum, anstatt innerhalb einer einzigen Charge zu mischen.
Welche Oberflächenrauheit (Ra) erzeugt diese Schleifmaschine für Innen- und Außenbögen?
Ra wird durch die Körnung der Schleifscheibe bestimmt, nicht durch die Maschine. Mit einer feinkörnigen Harzbindung-Diamant-Schleifscheibe (#400 oder feiner) berichten Kunden von Ra 0,4–0,8 µm auf Sinter-NdFeB – ausreichend für die Vorbereitung zur Nickel- oder Verzinkung, ohne einen zusätzlichen Polierschritt. Für gröbere Materialabtrags-Schleifscheiben (#80–120 Körnung) erwarten Sie Ra 1,6 µm oder höher; hier kommt die nachgeschaltete Politur zum Einsatz.
Für Standards zur Messung der Oberflächenrauheit siehe ISO 21920-2.
Was ist die typische Lieferzeit und was ist im Inbetriebnahme enthalten?
Die Standardkonfiguration wird 60–90 Tage nach Auftragseingang geliefert. Die Inbetriebnahme beim Kunden vor Ort umfasst das Auspacken, Nivellieren, Befüllen mit Kühlmittel, Montage und Auswuchten der Räder, Parametrisierung des Steuerungssystems, Erststückprüfung anhand Ihrer Fliesenzeichnung und Schulung des Bedieners (typischerweise 2–3 Tage vor Ort für die VMG-290). Wir nehmen die Abnahme erst vor, wenn die Abnahmekriterien anhand der Zeichnung erfüllt sind – nicht anhand eines generischen Datenblatts.
Kann die Maschine später auf 4 Stationen aufgerüstet werden?
Nicht direkt – die Bettlänge und der Förderer der VMG-290 sind für 2 Stationen ausgelegt. Wenn Ihre Produktion die Durchsatzgrenzen überschreitet, ist der übliche Weg, eine zweite VMG-290 hinzuzufügen (wodurch sich die Kapazität effektiv verdoppelt) oder auf eine VMG-490 umzusteigen.
Da die beiden Maschinen Ersatzteile und Bedienerschnittstellen gemeinsam nutzen, ist die Migration unkompliziert – Produktionsdaten und Bedienergewohnheiten werden direkt übernommen.