内側と外側 アーク 研削盤
VMG-290は2ステーションパススルーです 内側と外側のアーク研削機 タイル形状の永久磁石の両面を1回のパスで毎分15個研削します。一方のステーションは内側のアークの上に、もう一方は外側のアークの上に配置されます — 工作物はインフィードでクランプされ、アウトフィードから外れるまで両方のステーションをクランプされたままです。再ロードなし。2台目の機械なし。2回目のセットアップなし。.
手動シングルステーション研削(毎分4〜6個、部品あたり2回の再クランプ)と完全な4ステーションパススルーラインの中間のティアです。中規模の永久磁石モーター生産 — 電動工具、シーリングファン、ブロワー、ミドルティアサーボ、オーディオ — VMG-290はコスト対スループット曲線の適切なポイントに到達します。.

VMG-290の適用範囲
VMG-290は、手動単軸グラインダーと高スループットのVMG-490 4軸ラインの中間に位置する中量生産向けです。この機械が最適な生産クラス:
-
A.01
電動工具・小型家電モーター
焼結NdFeBタイル、アーク長10~25 mm、厚さ4~8 mm。シフト内でグレード(N35~N48H)のバリエーションが多い場合。ワンパス研削により段取り時間を短縮します。.
-
A.02
ブロワー、シーリングファン、HVACモーター
焼結フェライト(硬質セラミック)タイル、アーク長30~50 mm。ホイールコストが運用予算を圧迫するコスト重視の用途。2軸構成で設備投資を抑えます。.
-
A.03
ポンプ・コンプレッサーモーター
ボンデッドNdFeBまたはフェライトタイル、アーク長25~45 mm。15個/分のスループットに最適なボリュームゾーンです。.
-
A.04
ミッドレンジオーディオドライバー
フェライトアーク、30~50 mm。オペレーターの負担を軽減するワンパス成形による、高ミックス・中量生産。.
-
A.05
ステッピングモーター&小型サーボモーター
焼結NdFeB、小型タイル(15~25 mmアーク)。同じシフトで電動工具のバッチと並行して稼働することが多い。.
持続的なスループット目標が1,200個/時を超える場合(EVトラクションモーターのフル生産に典型)、VMG-490 4ステーションにステップアップしてください。内側または外側のアークのみが必要な場合(両方ではない)、シングルステーションダブルエンドフェイスグラインダーがより適しています。VMG-290は、両方のアークを1回のパスで研削する必要がある場合に特化して製造されています。.
仕様書
| 設定 | 2ステーションパススルー、インライン(内側アーク1個 + 外側アーク1個) |
| 加工ワーク長範囲 | 10 – 70 mm |
| 加工ワーク幅範囲 | 10 – 90 mm |
| スループット | 最大15個/分(≈ 900個/時) |
| アークトレランス (R) | ±0.03 mm |
| 研削ヘッド主軸モーター | 11 kW × 2 (ステーションあたり1基) |
| 空圧クランプクリアランス | 0.01 mm |
| インフィードサーボモーター | 0.75 kW |
| 砥石ドレッシングモーター | 1.5 kW |
| コンベヤベルトサイズ | 1920 × 100 × 3 mm |
| コンベヤ駆動モーター | 減速機付き0.3 kW高周波モーター |
| 送り速度 (可変) | 0.2 – 3 m/min |
| クーラント / 潤滑 | グリコールエステル基材 + 防錆剤 |
| フレーム構造 | 溶接鋼製フレームベッド、板金製エンクロージャー |
| 適合材料 | 焼結NdFeB・ボンドNdFeB・SmCo・ハードフェライト・AlNiCo |
| 自動ローディング/アンローディング | オプション |
内外弧研削盤の仕組み
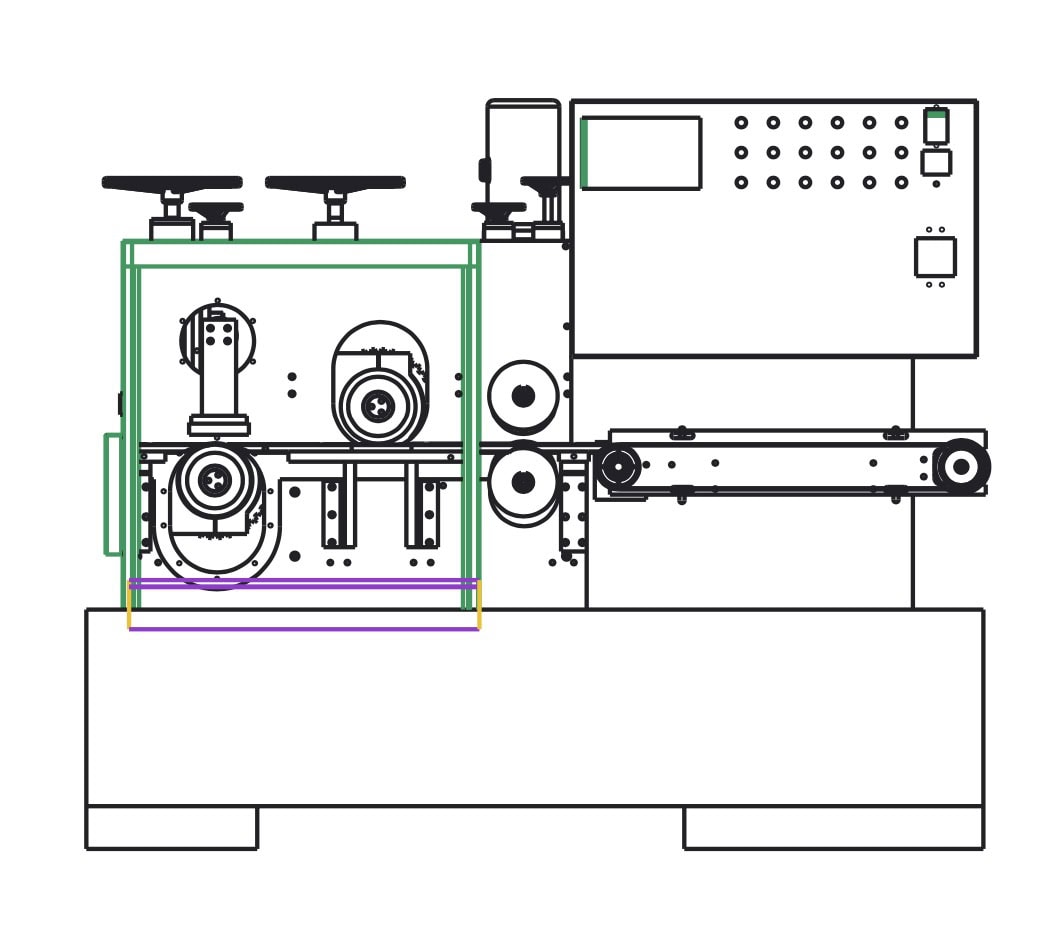
ワークピースはインフィードのコンベアに載せられ、0.01 mm のクリアランスで基準レールに対して空圧でクランプされます。ステーション1の下を通過する際に、外側アーク研削ホイールがプログラムされたR-外側寸法まで材料を除去します。同じワークピースは、クランプされたまま、同じベルト上でステーション2の下を通過し、そこで内側アークホイールがR-内側寸法まで研削します。アウトフィードに到達する頃には、両方のアークが仕様通りに研削されています。1パス。1クランプ。1オペレーターロードサイクル。.
4つのインフィードサーボモーター(各0.75 kW)は、ステーションあたり2軸に分割されます。各ステーションには、独立したX軸(クロスフィード、ホイールへの深さ)とY軸(アークに沿ったストローク制御)があります。これが±0.03 mmのアーク公差を維持する理由です。ステーションごとの独立した軸制御がない場合、同じワークピースは両方のステーションで同じオフセットを受け、ドリフトは累積します。独立した制御により、各ステーションは独自のホイール摩耗と熱膨張を補正します。.
コンベアは0.2〜3 m/minで動作し、材料グレードとアーク長によって設定されます。30 mmのアーク長を持つ焼結NdFeB N48は、通常約1.0 m/minで動作します。40 mmのアーク長を持つフェライトは、ホイール摩耗のペースのため、約0.6 m/minに低下します。0.01 mmのクリアランスでの空圧クランプは、両方のステーションで部品をレールに対して平らに保ちます。.
上流の典型的なワークフローは次のとおりです。NdFeBブロック → マルチワイヤーソー → 0.18〜0.25 mmのカーフ幅のタイルブランク → VMG-290で両方のアークを1パスで研削 → 面取り(エッジブレーク) → ポリッシング(めっき用Ra準備) → ニッケル/亜鉛めっき。VMG-290は、通常2台のシングルステーショングラインダーまたはフル4ステーションラインが必要な内側および外側アーク研削ステップを、単一の機械でカバーします。.
材料ガイド
VMG-290は、タイル形状のあらゆる種類の永久磁石材料を処理します。ホイールの選択と送り速度は材料によって異なりますが、機械自体は材料に依存しません。.
| 素材 | 互換性 | 備考 |
|---|---|---|
| 焼結NdFeB | ✓ 互換性あり | ダイヤモンド/CBNホイール。N48を超えるグレードの場合は送り速度を減らしてください。局所的な熱を約60℃未満に保ち、磁気特性を保護するために、フラッドクーラントは必須です。. |
| ボンデッドNdFeB | ✓ 互換性あり | 低速送り;樹脂マトリックスは~80℃以上で劣化するため、クーラントの流れは必須です。. |
| SmCo(Sm₂Co₁₇ / SmCo₅) | ✓ 互換性あり | NdFeBよりも脆い。エッジの欠けを防ぐため、1パスあたりの切り込み深さを減らしてください。新しい砥石で慎重にランインしてください — SmCoのスクラップは高価です。. |
| 焼結ハードフェライト | ✓ 主な用途 | 2ステーション設計は、フェライトにとって特に費用対効果が高いです。砥石の摩耗はNdFeBの3〜5倍速いので、ドレッシング間隔を短く計画してください。. |
| AlNiCo | ✓ 互換性あり | タイル状では一般的ではありませんが、機能します。鋳造構造は砥石に引っかかる可能性があるため、生産前にクランプ力を確認してください。. |
推奨されません
- フレキシブルボンド磁石(ゴムボンド、ナイロンボンドシート) — これらはダイカットであり、研削ではありません。.
- "「グリーン」未焼結レアアースプレスブランク — 焼結後まで待ってください。グリーンパーツの研削はチップではなく粉塵を発生させ、寸法は保持されません。.
NdFeBグレードの定義については、ハード磁性材料に関するIEC規格を参照してください。 webstore.iec.ch (IEC 60404-8-1は焼結レアアース磁石を対象としています)。.
設計が解決すること
両方の円弧を1回のパスで研磨
従来のフローでは、部品を内側円弧用の1台目の機械に通し、次に外側円弧用の別の機械に通します。2つのクランプ、2つのセットアップ、2つの位置ずれ誤差が累積され、部品は機械間でWIP(仕掛品)として配置されます。VMG-290は、これらすべてを同じコンベア上での1回の連続パスに集約します。.
2台のシングルステーションマシンを連続稼働させる場合に比べてサイクルタイムを約35〜40%削減し、2回のクランプサイクルで累積される位置ずれ誤差を排除します。.
4つのインフィードサーボ — ステーションあたりX + Y軸
ほとんどのパススルーグラインダーは、ステーションあたり単一のフィード軸(深さのみの制御)を使用します。VMG-290は、ステーションあたり2軸として配置された4つのインフィードサーボを備えています。X軸はホイールへの深さ、Y軸は円弧に沿ったストロークです。各ステーションに独立したX+Y軸があるため、ホイールは単にまっすぐ突っ込むのではなく、実際の円弧形状をたどることができます。.
これにより、8時間のシフトで±0.03 mmの円弧公差を維持できます。単軸フィードグラインダーは、手動での再真円出しなしでは変化するホイール径を補正できないため、ホイールの摩耗とともにドリフトが大きくなります。.
0.01 mmの空圧クランプクリアランス
被削材は、0.01 mmのクリアランスで基準レールに対して空圧でクランプされます。これは、VMG-490 4ステーションラインと同じ仕様です。研磨サイクル中に0.02 mmを超えてドリフトする空圧クランプは、同じ被削材がステーション間で異なる除去深さを見ることを可能にし、これは±0.05 mm以上のRばらつきとして現れます。.
空気圧とクランプの摩耗が通常のドリフト源です。長時間の運転では、機械的なスプリングクランプよりも空圧クランプの方が再現性が高くなります。.
2つのオンボードホイールドレッシングモーター(1.5 kW × 2)
両方のステーションには専用の1.5 kWドレッシングモーターがあり、セットアップを解除せずにホイールを再真円出しします。フェライトが多い生産現場では、オンボードドレッサーのない機械でのオフマシンでのドレッシングに1シフトあたり30〜45分を失います。VMG-290では、ドレッシングはバッチ間の2分間の操作です。.
ステーション数が少ないため、各ステーションがより多くの除去負荷を担い、ステーションあたりのホイール摩耗率は4ステーションラインよりも高くなります。このクラスではオンボードドレッシングが不可欠です。.
マニュアルとフルラインの中間のキャピタルティア
2ステーション構成は、シングルステーショングラインダーと4ステーションパススルーラインの間に意図的に配置されています。中程度の生産量のお客様(1シフトあたり600〜1,000枚のタイル、1〜2シフト)にとって、VMG-290はコストパフォーマンスのスイートスポットをヒットします。.
スループット要件が持続的に約1,200個/時を超える場合にのみ、4ステーションVMG-490にステップアップしてください。.
VMG-490と同じ堅牢なプラットフォーム
ベッド、コンベア、クーラントシステム、および制御アーキテクチャは、より大型のVMG-490とコンポーネントを共有しています。これは、同じスペアパーツ、同じオペレーターインターフェイスロジック、同じサービス手順を意味します。後で4ステーションにスケールアップする可能性のあるショップでは、トレーニングと在庫が直接引き継がれます。.
VMG-490への移行は、オペレーターの再トレーニングや新しいスペアパーツ在庫を必要としません。2台のマシンはファミリーとして稼働します。.
モジュラーアドオン
| モジュール | 機能 | 指定時期 |
|---|---|---|
| 自動ローダー/アンローダー | バイブレーターボウルまたはロボットインフィード+アウトフィードコンベアからビンへ | ライトアウトリフト、2シフト運用、高コストのマグネットグレード |
| インライン厚さゲージ | インフィードのレーザー変位センサー。研削前の許容誤差±0.1 mmを超える部品は排除します。 | カット時のばらつきが大きい異種サプライヤーのブランク |
| 磁気チップ/クーラントセパレーター | ドラムまたはベルト磁気セパレーター(ペーパーポリッシュフィルター付き) | NdFeB多量生産。ISO 14001閉ループクーラントサイトに必須 |
| ホイールモニターアドオン | 音響放射センサー(摩耗率アラート付き) | 長時間の無人運転。バッチをスクラップする前にホイールのグレーズを検出します。 |
| 事前に真円度を出したプロファイルホイール | スピンドルマウントダイヤモンド/CBNプロファイルホイール(お客様のタイルRに適合) | 注文時にR範囲とボンドを指定してください。事前に真円度を出して出荷します。 |
| クーラントチラー | クーラントを18~22℃に保つ閉ループ冷却 | 高温地域、または熱老化に敏感なNdFeBグレード |
エンジニアが購入前に尋ねる質問
VMG-490 4ステーションマシンではなく、VMG-290を選択すべきなのはいつですか?
スループットが決定要因です。持続的な生産目標が約900個/時未満の場合、VMG-290は、より低い設備投資コスト(通常は4ステーションの半額程度)で対応できます。約1,200個/時以上が必要な場合、または各アークでラフ加工と仕上げ加工の両方が役立つ高ミックスグレードを実行する場合は、VMG-490にアップグレードしてください。.
両マシンは同じベッドと制御アーキテクチャを共有しているため、後でアップグレードしても、オペレーターのトレーニングやスペアパーツの在庫が無駄になることはありません。.
VMG-290は、1回のパスで内側と外側の両方のアークを研削できますか?
はい、それがコア設計です。ステーション1は外側のアークを処理し、ステーション2は内側のアークを処理します(または、ツーリングと材料に応じて順序を入れ替えることができます)。ワークピースはインフィードで空圧でクランプされ、同じコンベア上の両方のステーションを通してクランプされたままになります。両方のアーク面を1パスで研削することが、このマシンの価値の中核です。.
なぜ2ステーションマシンに4つのインフィードモーターが必要なのですか?
各ステーションには独立したX+Y軸があり、単なるプランジカットではなく、真のプロファイル研削が可能です。X軸は砥石への深さを制御し、Y軸はアークに沿ったストロークを制御します。4つのモーター(ステーションあたり2つ)により、砥石は実際の円弧形状に追従し、実行中の砥石の摩耗を補正できます。.
単軸送り設計は、ドレッシング間のドリフトが大きくなります。そのため、VMG-290は8時間のシフトで±0.03 mmのアーク公差を維持します。.
同じシフトで焼結NdFeBとフェライトを実行できますか?
はい、ただし、バッチ間で砥石の交換と再ドレッシングが必要です。異なるボンド、異なるグリット—NdFeB用に最適化された砥石でフェライトを実行すると、100〜200個の部品以内に砥石がグレーズします。オンボードの1.5 kWドレッサーにより、ステーションあたりの交換時間は5分未満です。生産スケジュールは、単一バッチ内での混合ではなく、材料バッチを中心に計画してください。.
この内側および外側のアーク研削盤は、どの表面粗さ(Ra)を生成しますか?
Raは機械ではなく、砥石のグリットによって設定されます。細かいグリットの樹脂ボンドダイヤモンド仕上げ砥石(#400またはそれ以下)を使用すると、顧客は焼結NdFeBでRa 0.4〜0.8 µmを報告しており、追加の研磨ステップなしでニッケルまたは亜鉛メッキの準備に十分です。より粗い材料除去砥石(#80–120グリット)の場合、Ra 1.6 µm以上が予想されます。その場合、下流の研磨が適しています。.
表面粗さ測定基準については、以下を参照してください。 ISO 21920-2.
通常のリードタイムと、コミッショニングに含まれるものは何ですか?
標準構成は、発注後60〜90日で出荷されます。お客様サイトでのコミッショニングには、開梱、レベリング、クーラント充填、ホイールの取り付けと真円度調整、制御システムのパラメータ設定、お客様のタイル図面に対する初回品検証、およびオペレータートレーニング(VMG-290の場合、通常2〜3日間のオンサイト)が含まれます。図面に対する受け入れ基準が満たされるまで、弊社は承認しません。汎用仕様書に対するものではありません。.
後でマシンを4ステーションにアップグレードできますか?
直接はできません。VMG-290のベッド長とコンベアは2ステーション用にサイズ設定されています。生産量がスループット範囲を超えた場合、通常は2台目のVMG-290を追加する(実質的に容量を倍増させる)か、VMG-490に移行します。.
2台のマシンはスペアパーツとオペレーターインターフェースを共有するため、移行は簡単です。生産データとオペレーターの習慣はそのまま引き継がれます。.