Interior y Exterior Arco Rectificadora
La VMG-290 es una máquina de rectificado de arcos interiores y exteriores de paso de 2 estaciones que rectifica ambas caras de imanes permanentes en forma de teja en una sola pasada a 15 piezas por minuto. Una estación se sitúa sobre el arco interior, la otra sobre el arco exterior — la pieza se sujeta en la entrada y permanece sujeta a través de ambas estaciones hasta que cae en la salida. Sin recarga. Sin segunda máquina. Sin segunda configuración.
Es el nivel adecuado entre el rectificado manual de una sola estación (4–6 piezas/min, dos re-sujeciones por pieza) y una línea completa de paso de 4 estaciones. Para la producción de motores de imanes permanentes de volumen medio — herramientas eléctricas, ventiladores de techo, sopladores, servos de nivel medio, audio — la VMG-290 alcanza el punto adecuado en la curva de coste-rendimiento.

Dónde encaja la VMG-290
La VMG-290 se sitúa en el nivel de volumen medio — entre las rectificadoras manuales de una sola estación y la línea de alta producción VMG-490 de 4 estaciones. Clases de producción donde esta máquina es la respuesta correcta:
-
A.01
Motores para herramientas eléctricas y electrodomésticos pequeños
Tejas de NdFeB sinterizado, longitud de arco 10–25 mm, grosor 4–8 mm. Alta mezcla de grados (N35 a N48H) dentro de un turno; el rectificado en una sola pasada acorta el tiempo de cambio.
-
A.02
Motores de soplador, ventilador de techo y HVAC
Tejas de ferrita sinterizada (cerámica dura), longitud de arco 30–50 mm. Aplicaciones impulsadas por el coste donde el coste de la muela domina el presupuesto operativo; la configuración de 2 estaciones mantiene el capital bajo.
-
A.03
Motores de bomba y compresor
Baldosas NdFeB o ferrita, longitud de arco 25–45 mm. Punto óptimo de volumen para un rendimiento de 15 unidades/min.
-
A.04
Controladores de audio de gama media
Arcos de ferrita, 30–50 mm. Producción de alta mezcla y volumen medio donde el conformado en una sola pasada reduce la carga del operador.
-
A.05
Motores paso a paso y servomotores pequeños
NdFeB sinterizado, baldosas más pequeñas (arco de 15–25 mm). A menudo se ejecutan junto con lotes de herramientas eléctricas en el mismo turno.
Si su objetivo de rendimiento sostenido es superior a 1.200 unidades/h, típico de la producción de motores de tracción para vehículos eléctricos, pase a la VMG-490 de 4 estaciones. Si solo necesita el arco interior O el exterior (no ambos), una rectificadora de doble cara de una sola estación se adapta mejor. La VMG-290 está diseñada específicamente para el caso en que necesite rectificar ambos arcos en una sola pasada.
Hoja de especificaciones
| Configuración | Paso a través de 2 estaciones, en línea (1 arco interior + 1 arco exterior) |
| Rango de longitud de la pieza de trabajo | 10 – 70 mm |
| Rango de ancho de la pieza de trabajo | 10 – 90 mm |
| 13. ±0.03 | Hasta 15 unidades/min (≈ 900 unidades/h) |
| Tolerancia del arco (R) | ±0.03 mm |
| Motor del husillo del cabezal de rectificado | 11 kW × 2 (uno por estación) |
| Holgura de sujeción neumática | 0.01 mm |
| Servomotor de alimentación | 0,75 kW |
| Motor de rectificado de muela | 1.5 kW |
| Tamaño de la cinta transportadora | 1920 × 100 × 3 mm |
| Motor de accionamiento de la cinta transportadora | Motor de alta frecuencia de 0.3 kW con reducción de engranajes |
| Velocidad de avance (variable) | 0.2 – 3 m/min |
| Refrigerante / lubricación | Base de glicol-éster + inhibidor de corrosión |
| Construcción del bastidor | Cama de acero soldado, carcasa de chapa metálica |
| Materiales compatibles | NdFeB sinterizado · NdFeB aglutinado · SmCo · Ferrita dura · AlNiCo |
| Carga / descarga automática | Opcional |
Cómo funciona la máquina rectificadora de arcos interior y exterior
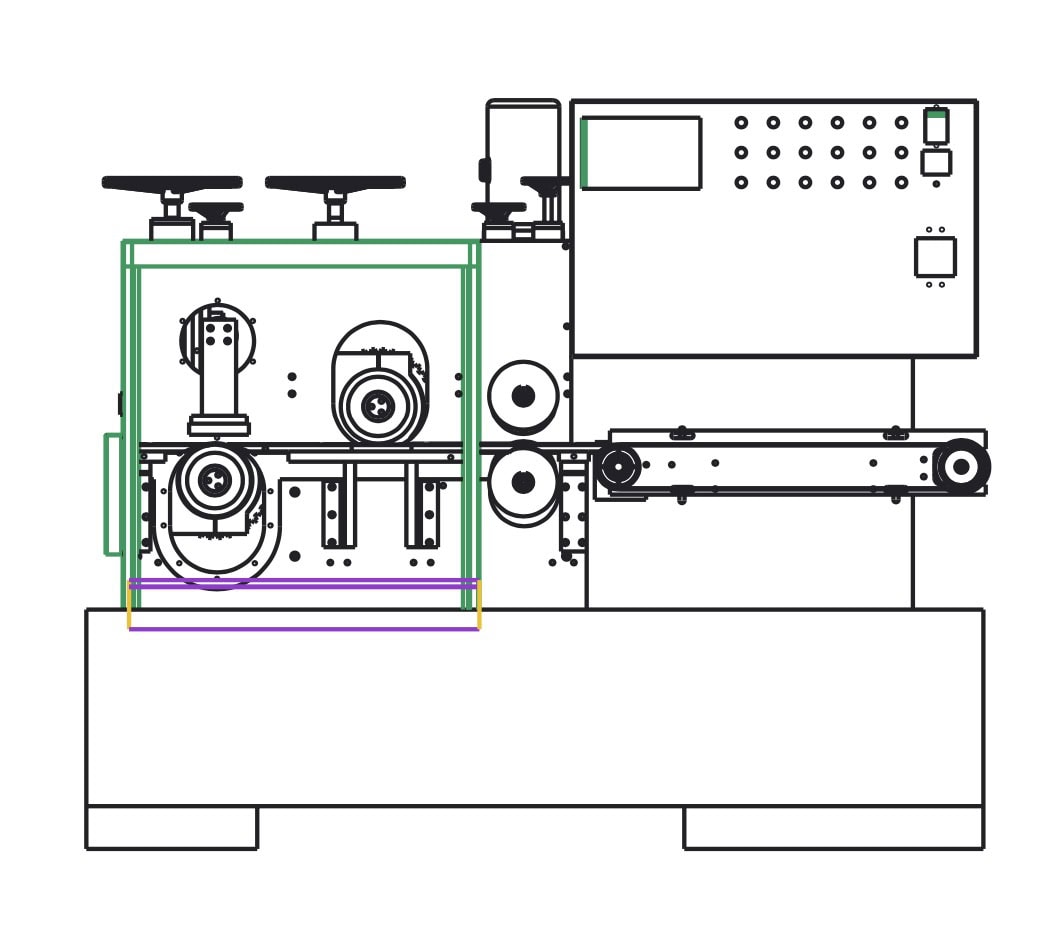
La pieza de trabajo se asienta en el transportador en la entrada y se sujeta neumáticamente contra un riel de referencia con una separación de 0.01 mm. A medida que viaja bajo la Estación 1, la muela de rectificado del arco exterior elimina material hasta la dimensión R-exterior programada. La misma pieza de trabajo — aún sujeta, aún en la misma cinta — viaja bajo la Estación 2, donde la muela del arco interior rectifica hasta la dimensión R-interior. Para cuando llega a la salida, ambos arcos están rectificados según las especificaciones. Una pasada. Una abrazadera. Un ciclo de carga del operador.
Los 4 servomotores de entrada (0.75 kW cada uno) se dividen en 2 ejes por estación. Cada estación tiene un eje X independiente (avance transversal, profundidad en la muela) y un eje Y (control de carrera a lo largo del arco). Eso es lo que mantiene la tolerancia del arco de ±0.03 mm — sin control de eje independiente por estación, la misma pieza de trabajo ve el mismo desplazamiento en ambas estaciones, y cualquier deriva se acumula. Con control independiente, cada estación compensa su propio desgaste de la muela y el crecimiento térmico.
El transportador funciona a 0.2–3 m/min, establecido por el grado del material y la longitud del arco. El NdFeB sinterizado N48 con una longitud de arco de 30 mm generalmente funciona alrededor de 1.0 m/min; la ferrita con una longitud de arco de 40 mm cae a aproximadamente 0.6 m/min debido al ritmo de desgaste de la muela. El apriete neumático con una separación de 0.01 mm mantiene la pieza plana contra el riel a través de ambas estaciones.
Aguas arriba, el flujo de trabajo típico es: bloque de NdFeB → sierra de hilo múltiple → piezas en bruto de baldosas con un corte de 0.18–0.25 mm → VMG-290 rectifica ambos arcos en una pasada → chaflanado (rompimiento de borde) → pulido (preparación Ra para galvanizado) → galvanizado de níquel/zinc. El VMG-290 cubre el paso de rectificado de arco interior y exterior en una sola máquina que de otro modo necesitaría dos rectificadoras de estación única o una línea completa de 4 estaciones.
Guía de materiales
El VMG-290 maneja toda la gama de materiales de imanes permanentes en forma de baldosas. La selección de la muela y la velocidad de avance cambian con el material — la máquina en sí es independiente del material.
| Material | Compatibilidad | Notas |
|---|---|---|
| NdFeB sinterizado | ✓ Compatible | Muela de diamante / CBN; reducir la alimentación para grados > N48; refrigerante de inundación obligatorio para mantener el calor local por debajo de ~60 °C y proteger las propiedades magnéticas. |
| NdFeB aglutinado | ✓ Compatible | Avance lento; la matriz de resina se degrada por encima de ~80 °C; el flujo de refrigerante es innegociable. |
| SmCo (Sm₂Co₁₇ / SmCo₅) | ✓ Compatible | Más quebradizo que el NdFeB. Reducir la profundidad de entrada por pasada para evitar el astillado del borde. Rodar con cuidado sobre una muela nueva — el desperdicio de SmCo es caro. |
| Ferrita dura sinterizada | ✓ Aplicación principal | El diseño de 2 estaciones es especialmente rentable para la ferrita. El desgaste de la muela es 3-5 veces más rápido que el del NdFeB; planificar intervalos de rectificado más cortos. |
| AlNiCo | ✓ Compatible | Menos común en forma de baldosa, pero funciona. La estructura fundida puede agarrarse en la muela — verificar la fuerza de sujeción antes de las ejecuciones de producción. |
No recomendado
- Imanes flexibles aglutinados (lámina aglutinada con caucho, lámina aglutinada con nylon) — estos se troquelan, no se rectifican.
- "Piezas en bruto prensadas de tierras raras no sinterizadas "verdes" — espere hasta después de la sinterización. Rectificar piezas verdes produce polvo, no virutas, y las dimensiones no se mantendrán.
Para las definiciones de grado de NdFeB, consulte las normas IEC sobre materiales magnéticos duros en webstore.iec.ch (IEC 60404-8-1 cubre los imanes de tierras raras sinterizados).
Lo que resuelve el diseño
Ambos arcos se muelen en una sola pasada
El flujo tradicional pasa la pieza por una máquina para el arco interior, luego de nuevo por una máquina diferente para el arco exterior. Dos abrazaderas, dos configuraciones, dos errores de alineación acumulados — y la pieza se queda en WIP entre máquinas. La VMG-290 colapsa ambos en una pasada continua en el mismo transportador.
Ahorra aproximadamente un 35-40% de tiempo de ciclo en comparación con el funcionamiento de dos máquinas de una sola estación una detrás de otra, y elimina el error de alineación que se acumula en dos ciclos de sujeción.
4 servomotores de alimentación — eje X + Y por estación
La mayoría de las rectificadoras de paso utilizan un solo eje de alimentación por estación — control solo de profundidad. La VMG-290 tiene 4 servomotores de alimentación dispuestos como 2 ejes por estación: X para la profundidad hacia la muela, Y para la carrera a lo largo del arco. Con X+Y independientes en cada estación, la muela puede seguir la geometría real del arco en lugar de simplemente sumergirse en línea recta.
Esto es lo que mantiene una tolerancia de arco de ±0.03 mm durante un turno de 8 horas. Las rectificadoras de alimentación de un solo eje se desvían más a medida que la muela se desgasta porque no pueden compensar el cambio de diámetro de la muela sin un re-rectificado manual.
Holgura de sujeción neumática de 0.01 mm
La pieza de trabajo se sujeta neumáticamente contra un riel de referencia con una holgura de 0.01 mm — la misma especificación utilizada en la línea VMG-490 de 4 estaciones. Las abrazaderas neumáticas que se desvían más de 0.02 mm durante el ciclo de rectificado permiten que la misma pieza de trabajo experimente diferentes profundidades de eliminación entre estaciones, lo que se manifiesta como una variación de R de ±0.05 mm o peor.
La presión del aire y el desgaste de las abrazaderas son las fuentes habituales de deriva; la neumática es más repetible que las abrazaderas de resorte mecánicas en tiradas largas.
Dos motores de rectificado de rueda a bordo (1.5 kW × 2)
Ambas estaciones tienen motores de rectificado dedicados de 1.5 kW que re-rectifican la muela sin desmontar la configuración. Los sitios de producción con alto contenido de ferrita pierden de 30 a 45 minutos por turno para el rectificado fuera de máquina en máquinas sin rectificadores integrados. En la VMG-290, el rectificado es una operación de 2 minutos entre lotes.
Con menos estaciones, cada una soporta una mayor carga de eliminación, por lo que la tasa de desgaste de la muela por estación es mayor que en una línea de 4 estaciones. El rectificado integrado es esencial en este nivel.
Nivel de capital entre manual y línea completa
La configuración de 2 estaciones se posiciona intencionadamente entre las rectificadoras de una sola estación y las líneas de paso de 4 estaciones. Para clientes de volumen medio — 600-1,000 baldosas por turno en 1-2 turnos — la VMG-290 alcanza el punto óptimo de coste por pieza.
Pase a la VMG-490 de 4 estaciones solo cuando los requisitos de rendimiento superen aproximadamente las 1,200 piezas/hora de forma sostenida.
Misma plataforma robusta que la VMG-490
La cama, el transportador, el sistema de refrigeración y la arquitectura de control comparten componentes con la VMG-490 más grande. Eso significa: mismas piezas de repuesto, misma lógica de interfaz de operador, mismos procedimientos de servicio. Para talleres que puedan escalar a 4 estaciones más adelante, la capacitación y el inventario se transfieren directamente.
La migración a una VMG-490 significa que no hay reentrenamiento de operadores ni nuevo inventario de repuestos. Las dos máquinas funcionan como una familia.
Complementos modulares
| Módulo | Qué hace | Cuándo especificar |
|---|---|---|
| Cargador / descargador automático | Transportador vibratorio o de alimentación robótica + transportador de salida a contenedor | Turnos sin supervisión, operación de 2 turnos, grados de imán de alto costo |
| Medidor de espesor en línea | Sensor de desplazamiento láser en la entrada; rechaza piezas fuera de la tolerancia pre-rectificado de ±0.1 mm | Piezas en blanco de varios proveedores donde la variación de corte es amplia |
| Separador magnético de virutas / refrigerante | Separador magnético de tambor o cinta con filtro de pulido de papel | Producción intensiva de NdFeB; obligatorio para sitios de refrigerante de circuito cerrado ISO 14001 |
| Complemento de monitor de muela | Sensor de emisión acústica con alerta de tasa de desgaste | Tiradas largas desatendidas; detecta el esmaltado de la muela antes de desechar un lote |
| Ruedas de perfil pre-rectificadas | Ruedas de perfil de diamante/CBN montadas en husillo adaptadas a su baldosín R | Especifique el rango R y el aglutinante al realizar el pedido; enviamos pre-rectificadas |
| Enfriador de refrigerante | Refrigeración en circuito cerrado para mantener el refrigerante a 18–22 °C | Climas cálidos o grados NdFeB sensibles al envejecimiento térmico |
Preguntas que los ingenieros hacen antes de comprar
¿Cuándo debería elegir la VMG-290 en lugar de la máquina VMG-490 de 4 estaciones?
El rendimiento es el factor decisivo. Si su objetivo de producción sostenida es inferior a ~900 piezas/h, la VMG-290 lo cubre con un menor costo de capital, típicamente alrededor de la mitad del precio de la de 4 estaciones. Si necesita más de ~1.200 piezas/h o ejecuta grados de alta mezcla que se benefician del desbaste más acabado en cada arco, opte por la VMG-490.
Las dos máquinas comparten la misma cama y arquitectura de control, por lo que una actualización posterior no deja obsoleta la capacitación de su operador ni el inventario de repuestos.
¿Puede la VMG-290 rectificar arcos internos y externos en una sola pasada?
Sí, ese es el diseño principal. La estación 1 maneja el arco exterior, la estación 2 maneja el arco interior (o el orden se puede intercambiar según la herramienta y el material). La pieza de trabajo se sujeta neumáticamente en la entrada y permanece sujeta a través de ambas estaciones en el mismo transportador. El rectificado en una sola pasada de ambas caras del arco es el valor alrededor del cual está construida la máquina.
¿Por qué una máquina de 2 estaciones necesita 4 motores de alimentación?
Porque cada estación tiene ejes X+Y independientes para un rectificado de perfil real, no solo corte por penetración. El eje X controla la profundidad en la muela; el eje Y controla la carrera a lo largo del arco. Con 4 motores (2 por estación), la muela puede seguir la geometría real del arco y compensar el desgaste de la muela durante el funcionamiento.
Los diseños de alimentación de un solo eje se desvían más entre rectificados, por eso la VMG-290 mantiene una tolerancia de arco de ±0.03 mm durante un turno de 8 horas.
¿Puedo procesar NdFeB sinterizado y ferrita en el mismo turno?
Sí, pero con un cambio de muela y un re-rectificado entre lotes. Diferentes aglutinantes, diferentes granos: procesar ferrita en una muela optimizada para NdFeB glaseará la muela en 100-200 piezas. Las rectificadoras a bordo de 1.5 kW hacen el cambio en menos de 5 minutos por estación. Planifique los programas de producción en torno a lotes de material en lugar de mezclar dentro de un solo lote.
¿Qué rugosidad superficial (Ra) produce esta máquina de rectificado de arcos internos y externos?
El Ra se establece por el grano de la muela, no por la máquina. Con una muela de diamante de grano fino con ligante de resina (#400 o más fino), los clientes informan de un Ra de 0,4–0,8 µm en NdFeB sinterizado, adecuado para la preparación de recubrimientos de níquel o zinc sin un paso de pulido adicional. Para muelas de eliminación de material más gruesas (grano #80–120), espere un Ra de 1,6 µm o superior; ahí es donde encaja el pulido posterior.
Para las normas de medición de rugosidad superficial, consulte ISO 21920-2.
¿Cuál es el plazo de entrega típico y qué incluye la puesta en marcha?
La configuración estándar se envía en 60–90 días a partir de la orden de compra. La puesta en marcha en el sitio del cliente incluye desembalaje, nivelación, llenado de refrigerante, montaje y rectificado de la muela, parametrización del sistema de control, validación del primer artículo contra su plano de teja y capacitación del operador (típicamente 2–3 días in situ para la VMG-290). No firmamos hasta que se cumplan los criterios de aceptación contra el plano, no contra una hoja de especificaciones genérica.
¿Se puede actualizar la máquina a 4 estaciones más adelante?
No directamente; la longitud de la bancada y el transportador de la VMG-290 están dimensionados para 2 estaciones. Si su producción supera el rango de rendimiento, la ruta típica es agregar una segunda VMG-290 (duplicando efectivamente la capacidad) o migrar a una VMG-490.
Dado que las dos máquinas comparten repuestos e interfaces de operador, la migración es sencilla: los datos de producción y los hábitos del operador se transfieren directamente.