Die Reduzierung des Schneidverlusts bei NdFeB ist der Prozess der Minimierung des als Sägemehl beim Schneiden von Magneten entfernten Materials – wodurch verschwendetes Seltenerdmaterial direkt in zusätzliche fertige Magnete aus demselben gesinterten Block umgewandelt wird. Für jede Reduzierung der Schnittbreite um 0,1 mm erhalten Sie je nach Zielstärke 2–4 zusätzliche Schnitte pro Block, was sich direkt in niedrigeren Materialkosten pro Stück niederschlägt.
Da NdFeB-Rohmaterial die größten Einzelkosten in der Magnetherstellung darstellt, ist die Reduzierung des Schneidverlusts kein geringfügiges Prozessdetail – es ist der Parameter mit dem höchsten Hebel zur Senkung der Kosten pro Stück, ohne Materialgüte, Magnetdesign oder Lieferanten zu ändern.
Warum die Reduzierung des Schneidverlusts bei NdFeB wichtig ist
Gesintertes NdFeB enthält Neodym, Praseodym, Dysprosium und andere Seltenerdelemente, deren Preise erheblich gestiegen sind. Laut Trading Economics, zeigen die Neodympreise einen anhaltenden Aufwärtsdruck, der durch die Nachfrage nach Elektromotoren und Angebotsbeschränkungen angetrieben wird. Im Gegensatz zu Stahl oder Aluminium kann Seltenerdmaterial, das als Schneidstaub verloren geht, in den meisten Fabrikumgebungen nicht wirtschaftlich recycelt werden – die Kontamination durch Kühlmittel, Drahtschleifmittel und gemischte Legierungsqualitäten macht die Rückgewinnung im Produktionsmaßstab unpraktisch.
Das bedeutet, dass jedes Milligramm Schnittstaub eine direkte Kostenabschreibung ist.
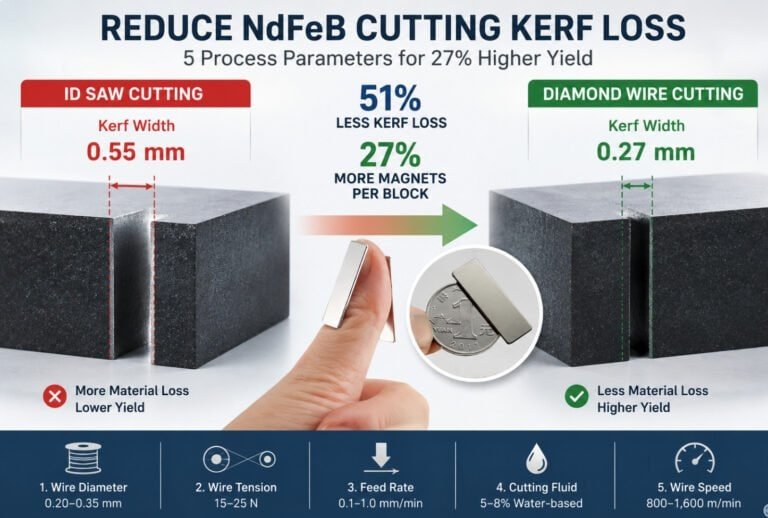
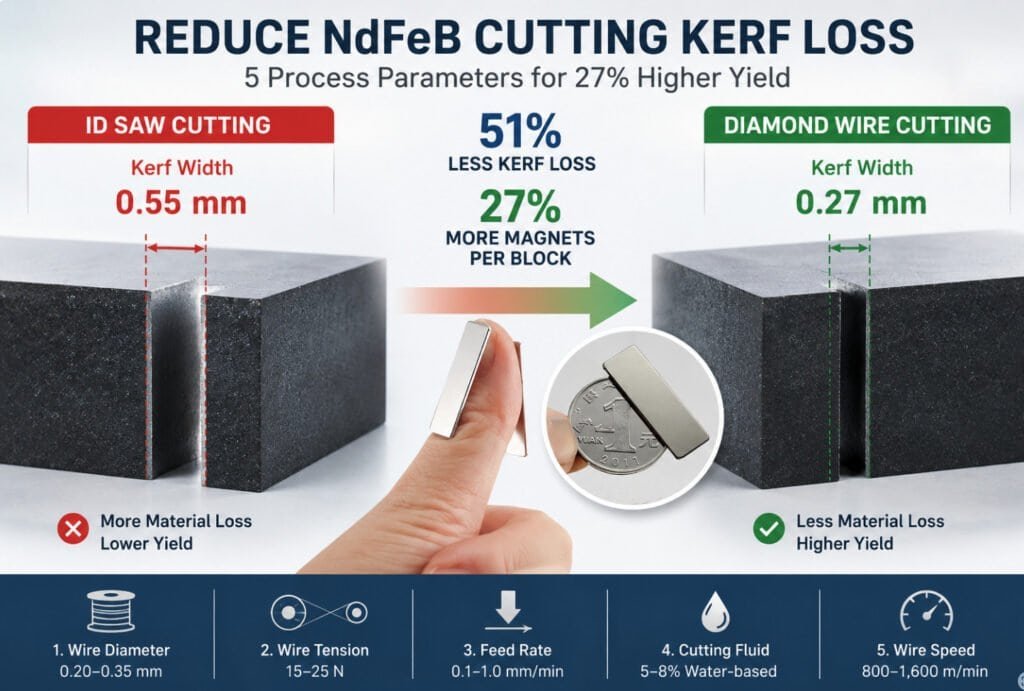
Betrachten Sie ein typisches Produktionsszenario: das Schneiden eines 50 × 50 × 30 mm großen NdFeB-Blocks in 2 mm dicke Magnete. Mit einer herkömmlichen ID-Säge (Innendurchmesser), die einen Schnitt von 0,55 mm erzeugt, erhalten Sie ungefähr 11 fertige Schnitte. Wechseln Sie zu einem Diamantdrahtverfahren, das einen Schnitt von 0,28 mm erzielt, und derselbe Block liefert 14 Schnitte – eine Steigerung der Ausbeute um 27% bei identischem Rohmaterialeinsatz.
Bei einem jährlichen Produktionsvolumen von 100.000 Blöcken summiert sich dieser Unterschied zu Zehntausenden von zusätzlichen fertigen Magneten ohne zusätzliche Materialbeschaffung. Deshalb ist die Reduzierung des Schneidverlusts bei NdFeB zum primären Fokus der Prozessoptimierung für kostenbewusste Magnethersteller geworden.
5 Parameter, die den Schneidverlust bei NdFeB steuern
Die Reduzierung des Schneidverlusts bei NdFeB hängt von fünf voneinander abhängigen Prozessparametern ab. Die Anpassung eines Parameters ohne Berücksichtigung seiner Auswirkungen auf die anderen führt typischerweise zu einer Verbesserung des Schnitts auf Kosten einer Verschlechterung der Oberflächenqualität oder eines Drahtbruchs. Die folgende Tabelle fasst die Rolle jedes Parameters und seinen optimalen Bereich basierend auf veröffentlichter Forschung zusammen.
| Parameter | Auswirkung auf den Schnitt | Empfohlener Bereich | Risiko bei Überschreitung des Bereichs |
|---|---|---|---|
| Drahtdurchmesser | Primärer Schnittbestimmungsfaktor – Schnittbreite ≈ Drahtdurchmesser + 20–50 μm | 0,20–0,35 mm | Dünnerer Draht = höheres Bruchrisiko |
| Drahtspannung | Steuert den Drahtdurchhang während des Schnitts; geringerer Durchhang = geradere Schnittfuge | 15–25 N (Einzelner Draht) | Übermäßige Spannung → Drahtbruch; Unterspannung → welliger Schnitt |
| Vorschubgeschwindigkeit | Bestimmt Schnittkraft und Wärmeentwicklung | 0,1–1,0 mm/min | Zu schnell → Abplatzungen + breitere effektive Schnittfuge |
| Schneidflüssigkeit | Entfernt Späne, reduziert Reibung, kontrolliert thermische Ausdehnung | Wasserbasiert, 5–8% Konzentration | Unzureichender Fluss → thermische Verbreiterung der Schnittfuge |
| Drahtgeschwindigkeit | Steuert die Frequenz des Schleifmittelkontakts und die Wärmeableitung | 800–1.600 m/min | Zu langsam → lokale Überhitzung |
Forschung veröffentlicht in Micromachines (MDPI) bestätigte, dass Vorschubgeschwindigkeit und Drahtgeschwindigkeit die beiden statistisch signifikantesten Parameter sind, die die Oberflächenqualität beim Diamantdrahtsägen von NdFeB beeinflussen, wobei optimale Ergebnisse bei Vorschubgeschwindigkeiten unter 0,4 mm/min in Kombination mit Drahtgeschwindigkeiten über 1.200 m/min erzielt wurden.
Parameter 1: Drahtdurchmesser – Der primäre Treiber für Schnittfugenverlust
Der Drahtdurchmesser ist der wichtigste Faktor bei der Reduzierung des Schnittfugenverlusts beim NdFeB-Schneiden, da die Schnittfugenbreite nicht kleiner sein kann als der Draht selbst. Die Beziehung ist direkt: Schnittfugenbreite entspricht dem Drahtdurchmesser plus dem Überhang des Diamantabrasivs auf beiden Seiten (typischerweise 10–25 μm pro Seite).
| Draht-Typ | Drahtdurchmesser | Typische Schnittfugenbreite | Relativer Materialverlust |
|---|---|---|---|
| ID-Sägeblatt | 0,40–0,60 mm (Klingenstärke) | 0,50–0,70 mm | Basislinie (100%) |
| Standard-Diamantdraht | 0,30–0,35 mm | 0,35–0,42 mm | 50–60% |
| Feiner Diamantdraht | 0,20–0,25 mm | 0,25–0,30 mm | 35–45% |
| Ultrafeiner Mehrfachdraht | 0,10–0,12 mm | 0,13–0,16 mm | 20–25% |
Der Wechsel von einem ID-Sägeblatt zu einem 0,25 mm dicken Diamantdraht reduziert den Schnittverlust um etwa 50–60%. Dies ist die größte Einzelverbesserung, die verfügbar ist, und sollte der erste Schritt in jedem Programm zur Reduzierung des Schnittverlusts beim Schneiden von NdFeB sein.
Dünnerer Draht erfordert jedoch entsprechende Anpassungen der Spannung, der Vorschubgeschwindigkeit und der Parameter für die Schneidflüssigkeit. Ein 0,20 mm dicker Draht, der mit Parametern betrieben wird, die für einen 0,35 mm dicken Draht optimiert sind, reißt innerhalb von Minuten. Die gegenseitige Abhängigkeit der Parameter bedeutet, dass die Wahl des Drahtdurchmessers alle nachfolgenden Parameterentscheidungen bestimmen muss.
Parameter 2: Drahtspannung – Kontrolle der Durchbiegung
Die Drahtspannung steuert direkt, wie stark sich der Draht unter der Schnittkraft durchbiegt. Übermäßige Durchbiegung vergrößert die effektive Schnittfuge über den physikalischen Drahtdurchmesser hinaus, da der Draht auf einer gekrümmten Bahn durch das Werkstück statt auf einer geraden Linie verläuft.
Zur Reduzierung des Schnittverlusts beim Schneiden von NdFeB ist es das Ziel, die Drahtdurchbiegung über die gesamte Schnittlänge unter 50 μm zu halten. Die erforderliche Spannung hängt vom Drahtdurchmesser und der Spannweite ab:
- 0,30–0,35 mm Draht: 20–25 N Spannung, unterstützt bis zu 50 mm Schnittlänge
- 0,20–0,25 mm Draht: 12–18 N Spannung, unterstützt bis zu 40 mm Schnittlänge
- Mehrdrahtsysteme: Individuelle Drahtspannung, gesteuert durch Rollenausrichtung und Nachlaufsysteme
Ein unterspannter Draht erzeugt wellige Oberflächen mit effektiven Schnittfugenbreiten, die 30–50% breiter sind als das theoretische Minimum. Ein überspannter Draht birgt die Gefahr eines plötzlichen Bruchs, der das Werkstück beschädigt und ein Neu einfädeln erfordert – ein kostspieligeres Ergebnis als die geringfügige Verbesserung der Schnittfuge.
Parameter 3: Vorschubgeschwindigkeit – Der Kompromiss zwischen Geschwindigkeit und Qualität
Die Vorschubgeschwindigkeit bestimmt, wie schnell sich der Draht durch den NdFeB-Block bewegt. Schnellere Vorschubgeschwindigkeiten erhöhen die Schnittkraft, was die Drahtdurchbiegung, die Abriebrate und die thermische Belastung erhöht – all dies vergrößert die effektive Schnittfuge.
Forschung von Materialien (MDPI) zeigten, dass die Oberflächenrauheit um etwa das 3-fache zunahm, als die Vorschubgeschwindigkeit beim Diamantdrahtsägen von NdFeB von 0,1 mm/min auf 0,3 mm/min erhöht wurde, mit entsprechenden Zunahmen der seitlichen Drahtschwankungsamplitude.
Zur Reduzierung des Schnittspaltverlusts bei NdFeB gelten folgende praktische Richtlinien für die Vorschubgeschwindigkeit:
- Präzisionsschneiden (0,1–0,3 mm/min): Minimaler Schnittspalt, beste Oberflächenqualität (Ra < 0,5 μm), geringste Durchsatzleistung
- Produktionsschneiden (0,3–0,7 mm/min): Ausgewogener Schnittspalt und Durchsatzleistung, Oberflächenrauheit Ra 0,5–2,0 μm
- Hochvolumenschneiden (0,7–1,3 mm/min): Maximale Durchsatzleistung, breiterer Schnittspalt, erfordert Nachbearbeitung durch Läppen
Die optimale Vorschubgeschwindigkeit für die meisten NdFeB-Produktionsanwendungen liegt zwischen 0,3–0,5 mm/min, wobei die Schnittspaltbreite innerhalb von 15% des theoretischen Minimums bleibt und gleichzeitig eine wirtschaftlich rentable Durchsatzleistung erzielt wird.
Parameter 4: Schneidflüssigkeit — Thermische und mechanische Kontrolle
Schneidflüssigkeit erfüllt drei Funktionen bei der Reduzierung des Schnittspaltverlusts bei NdFeB: Entfernung von Spänen aus der Schnittzone, Reduzierung der Reibung zwischen Draht und Werkstück und Kontrolle der Wärmeausdehnung von Draht und Magnet.
NdFeB ist während des Schneidens besonders empfindlich gegenüber thermischen Effekten. Die geringe Wärmeleitfähigkeit des Materials (7,7 W/m·K) bedeutet, dass die Schnittwärme sich in der Kontaktzone konzentriert, anstatt sich durch das Werkstück abzuleiten. Diese lokalisierte Erwärmung verursacht eine Wärmeausdehnung sowohl des Drahtes als auch des NdFeB-Materials, wodurch sich der Schnittspalt vorübergehend über das hinaus erweitert, was allein durch mechanische Parameter erzeugt würde.
Wasserbasierte Schneidflüssigkeiten mit einer Konzentration von 5–8% bieten die beste Kombination aus Kühlleistung und Schmierfähigkeit für das Schneiden von NdFeB. Wichtige Spezifikationen:
- Durchflussrate: 2–5 L/min pro Schnittzone, gerichtet auf den Drahteintrittspunkt
- Temperatur: Flüssigkeit unter 25 °C halten — Kühler für kontinuierliche Produktion verwenden
- Filtration: 10 μm oder feiner zur Entfernung von NdFeB-Partikeln, die den Drahtverschleiß beschleunigen würden
- pH-Kontrolle: 8,5–9,5 zur Verhinderung von NdFeB-Korrosion (NdFeB oxidiert in sauren Bedingungen schnell)
Unzureichende Schneidflüssigkeit ist die häufigste Ursache für unerwartete Schnittfugenverbreiterung in ansonsten gut konfigurierten Systemen. Wenn die Schnittfugenmessungen durchweg den erwarteten Drahtdurchmesser + 40 μm überschreiten, überprüfen Sie die Flüssigkeitsdurchflussrate und die Düsenjustierung, bevor Sie andere Parameter anpassen.
Parameter 5: Drahtgeschwindigkeit — Optimierung des Schleifmittelkontakts
Die Drahtgeschwindigkeit bestimmt, wie viele Diamantschleifkörner pro Zeiteinheit mit dem NdFeB-Material in Kontakt kommen. Eine höhere Drahtgeschwindigkeit verteilt die Schnittlast auf mehr Schleifpunkte, reduziert die Kraft pro Korn und erzeugt eine glattere, schmalere Schnittfuge.
Der getestete Bereich von 800–1.600 m/min zeigt deutliche Verbesserungen sowohl bei der Oberflächenqualität als auch bei der Schnittfugenkonstanz bei höheren Geschwindigkeiten. Bei 1.600 m/min mit einem 0,22 mm Draht erreichten Forscher eine Oberflächenrauheit Ra von 0,433 μm — was direkt vom Sägeblatt eine Läppoberflächenqualität erreicht.
Allerdings hat die Drahtgeschwindigkeit ab etwa 1.400 m/min für die meisten NdFeB-Sorten abnehmende Erträge. Die praktischen Einschränkungen sind:
- Maschinenerschütterungen: Höhere Geschwindigkeit verstärkt jede Unwucht in den Führungsrollen
- Kühlmittelzufuhr: Flüssigkeit muss die Schnittzone durchdringen, trotz Lufteinschlüssen bei hohen Drahtgeschwindigkeiten
- Drahtverschleißrate: Schnellere Geschwindigkeit bedeutet schnelleren Abrieb, was einen häufigeren Drahtwechsel erfordert
Für die Reduzierung des Schnittspaltverlusts bei der NdFeB-Produktion im Produktionsmaßstab bieten Drahtgeschwindigkeiten von 1.000–1.400 m/min das beste Gleichgewicht zwischen Schnittspaltqualität und Verbrauchsmaterialkosten.
Reduzierung des Schnittspaltverlusts bei NdFeB: Vorher-Nachher-Vergleich
Die folgende Tabelle fasst die realistischen Verbesserungen zusammen, die durch systematische Optimierung aller fünf Parameter erzielt werden können, basierend auf einer typischen Fabrik, die von einer ID-Säge auf die Diamantdrahtbearbeitung für eine NdFeB-Schneidemaschine Einrichtung umstellt:
| Metrik | Vorher (ID-Säge) | Nachher (Optimierter Diamantdraht) | Verbesserung |
|---|---|---|---|
| Schnittfugenbreite | 0,55 mm | 0,27 mm | 51% Reduzierung |
| Scheiben pro 30 mm Block (2 mm Ziel) | 11 | 14 | +27% Ausbeute |
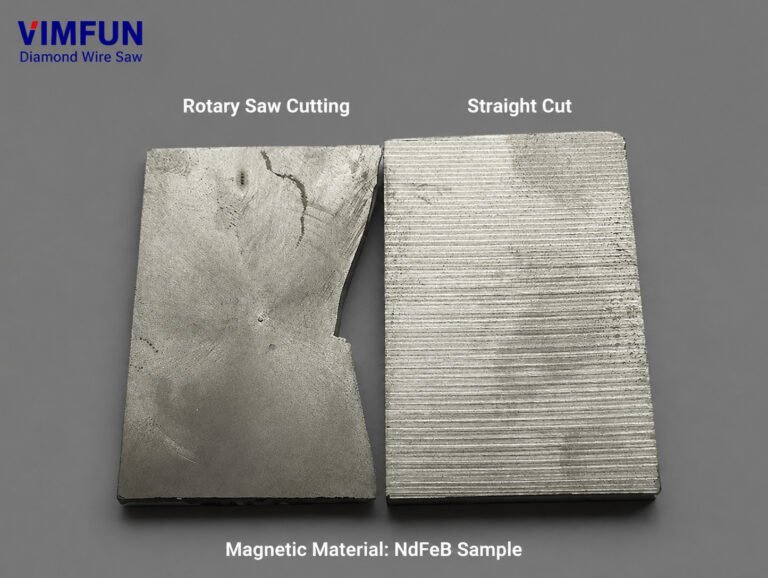
| Surface Roughness Ra | 1,5–3,0 μm | 0,4–0,8 μm | 2–4× besser |
| Kantenabsplitterungsrate | 8–12% | < 2% | Signifikante Reduzierung |
| Nach dem Schnitt ist Läppen erforderlich | Immer | Oft eliminiert | Prozessschritt eingespart |
Diese Verbesserungen summieren sich über das Produktionsvolumen. Eine Anlage, die 500 Blöcke/Tag mit den verbesserten Ertragssteigerungen verarbeitet, erzielt täglich etwa 1.500 zusätzliche fertige Magnete – ohne den Kauf von zusätzlichem Rohmaterial.
Wenn kombiniert mit abgestimmten nachgeschalteten Geräten in einer Magnetproduktionslinienausrüstung Konfiguration, speist die kerf-optimierte Schneidausgabe direkt in die Schleif- und Polierstufen ohne Zwischenbearbeitung, was die Stückkosten weiter reduziert.
So starten Sie Ihr NdFeB-Schneidkerf-Verlustreduktionsprogramm
Die Implementierung der NdFeB-Schneidkerf-Verlustreduzierung erfordert nicht den gleichzeitigen Austausch Ihrer gesamten Produktionslinie. Eine praktische Startsequenz:
Schritt 1: Messen Sie Ihre aktuelle Basislinie. Erfassen Sie die Kerfbreite, die Anzahl der Schnitte pro Block und die Ausschussrate für Ihren aktuellen Prozess über 50–100 Blöcke. Sie können nicht verbessern, was Sie nicht gemessen haben.
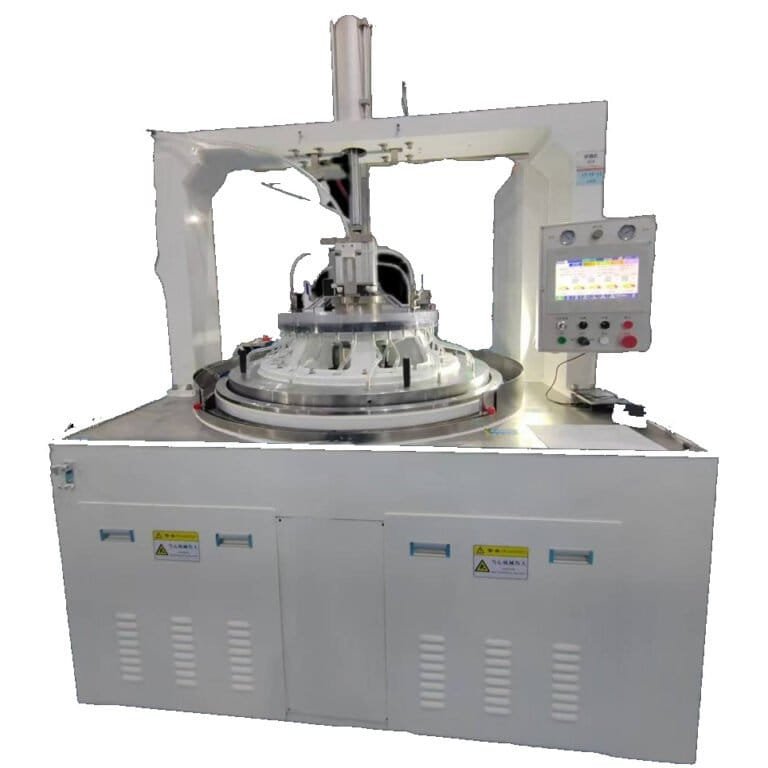
Schritt 2: Bewerten Sie Drahtdurchmesseroptionen. Wenn Sie derzeit eine ID-Säge verwenden, ist der Umstieg auf Diamantdrahtschneiden auf einer dedizierten NdFeB-Schneidemaschine die größte Einzelverbesserung. Wenn Sie bereits Diamantdraht verwenden, testen Sie einen feineren Durchmesser (z. B. 0,30 mm → 0,25 mm) mit entsprechend angepasster Spannung und Vorschubgeschwindigkeit.
Schritt 3: Optimieren Sie das Schneidflüssigkeitssystem. Rüsten Sie die Filtration auf 10 μm auf, fügen Sie eine Temperaturregelung hinzu und stellen Sie sicher, dass die Düsenjustierung die Flüssigkeit zum Drahteintrittspunkt leitet – nicht darüber oder daneben.
Schritt 4: Führen Sie Parametertests durch. Testen Sie 3–5 Vorschubgeschwindigkeits- / Drahtgeschwindigkeitskombinationen bei Ihrem neuen Drahtdurchmesser. Messen Sie die Schnittbreite, Oberflächenrauheit und Drahtlebensdauer für jede Kombination. Wählen Sie die Parametereinstellung, die die Schnittbreite minimiert und gleichzeitig einen akzeptablen Durchsatz und Kosten für den Drahtverbrauch aufrechterhält.
Schritt 5: Skalieren und überwachen. Implementieren Sie die optimierten Parameter in der Produktion. Verfolgen Sie wöchentlich die Schnittbreite – Änderungen des Drahtlieferanten, Variationen der NdFeB-Güte und saisonale Temperaturschwankungen können Ihre optimalen Parameter verschieben.
Für Herstellung von EV-Motor-Magneten Anwendungen, bei denen die Maßhaltigkeit die Motorleistung direkt beeinflusst, wird die Optimierung der Schnittbreite noch kritischer: Eine engere Kontrolle der Schnittbreite bedeutet eine engere Dickentoleranz, was zu weniger Ausschuss in der Motorfertigungslinie führt.
Sind Sie bereit, die Materialeinsparungen zu quantifizieren, die sich aus Ihrem spezifischen NdFeB-Schneidprozess ergeben? Fordern Sie eine kostenlose Prozessoptimierungsprüfung an →
Unser Ingenieurteam analysiert Ihre aktuellen Schnittparameter, Magnetgeometrie und Produktionsvolumen, um die prognostizierte Schnittbreitenreduzierung und Materialkosteneinsparungen zu berechnen – mit spezifischen Geräte- und Parameterempfehlungen für Ihre Anlage.