Inner & Outer Arc 研削盤
The VMG-290 is a 2-station pass-through inner and outer arc grinding machine that grinds both faces of tile-shaped permanent magnets in a single pass at 15 pieces per minute. One station sits over the inner arc, the other over the outer arc — the workpiece is clamped at infeed and stays clamped through both stations until it drops off the outfeed. No reload. No second machine. No second setup.
It's the right tier between manual single-station grinding (4–6 pcs/min, two re-clamps per part) and a full 4-station pass-through line. For mid-volume permanent magnet motor production — power tools, ceiling fans, blowers, mid-tier servo, audio — the VMG-290 hits the right point on the cost-to-throughput curve.

Where the VMG-290 fits
The VMG-290 sits in the mid-volume tier — between manual single-station grinders and the high-throughput VMG-490 4-station line. Production classes where this machine is the right answer:
-
A.01Power tool & small appliance motors
Sintered NdFeB tiles, arc length 10–25 mm, thickness 4–8 mm. High mix of grades (N35 to N48H) within a shift; one-pass grinding shortens changeover time.
-
A.02Blower, ceiling fan & HVAC motors
Sintered ferrite (hard ceramic) tiles, arc length 30–50 mm. Cost-driven applications where wheel cost dominates the operating budget; 2-station setup keeps capital low.
-
A.03Pump & compressor motors
Bonded NdFeB or ferrite tiles, arc length 25–45 mm. Volume sweet spot for 15 pcs/min throughput.
-
A.04Mid-range audio drivers
Ferrite arcs, 30–50 mm. High-mix, mid-volume production where one-pass forming reduces operator load.
-
A.05Stepper & small servo motors
Sintered NdFeB, smaller tiles (15–25 mm arc). Often run alongside power-tool batches in the same shift.
If your sustained throughput target is above 1,200 pcs/h — typical of full EV traction motor production — step up to the VMG-490 4-station. If you only need the inner OR outer arc (not both), a single-station double-end face grinder is a better fit. The VMG-290 is purpose-built for the case where you need both arcs ground in a single pass.
Spec sheet
| Configuration | 2-station pass-through, in-line (1 inner-arc + 1 outer-arc) |
| Workpiece length range | 10 – 70 mm |
| Workpiece width range | 10 – 90 mm |
| Throughput | Up to 15 pcs/min (≈ 900 pcs/h) |
| Arc tolerance (R) | ±0.03 mm |
| Grinding head spindle motor | 7.5 kW × 2 (one per station) |
| Pneumatic clamping clearance | 0.01 mm |
| In-feed servo motor | 0.75 kW × 4 (X-axis + Y-axis per station) |
| Wheel-dressing motor | 1.5 kW × 2 |
| Conveyor belt size | 1920 × 100 × 3 mm |
| Conveyor drive motor | 0.3 kW high-frequency motor with gear reduction |
| Feed speed (variable) | 0.2 – 3 m/min |
| Coolant / lubrication | Glycol-ester base + corrosion inhibitor |
| Frame construction | Welded steel-frame bed, sheet-metal enclosure |
| Compatible materials | Sintered NdFeB · Bonded NdFeB · SmCo · Hard ferrite · AlNiCo |
| Auto loading / unloading | オプション |
How the inner and outer arc grinding machine works
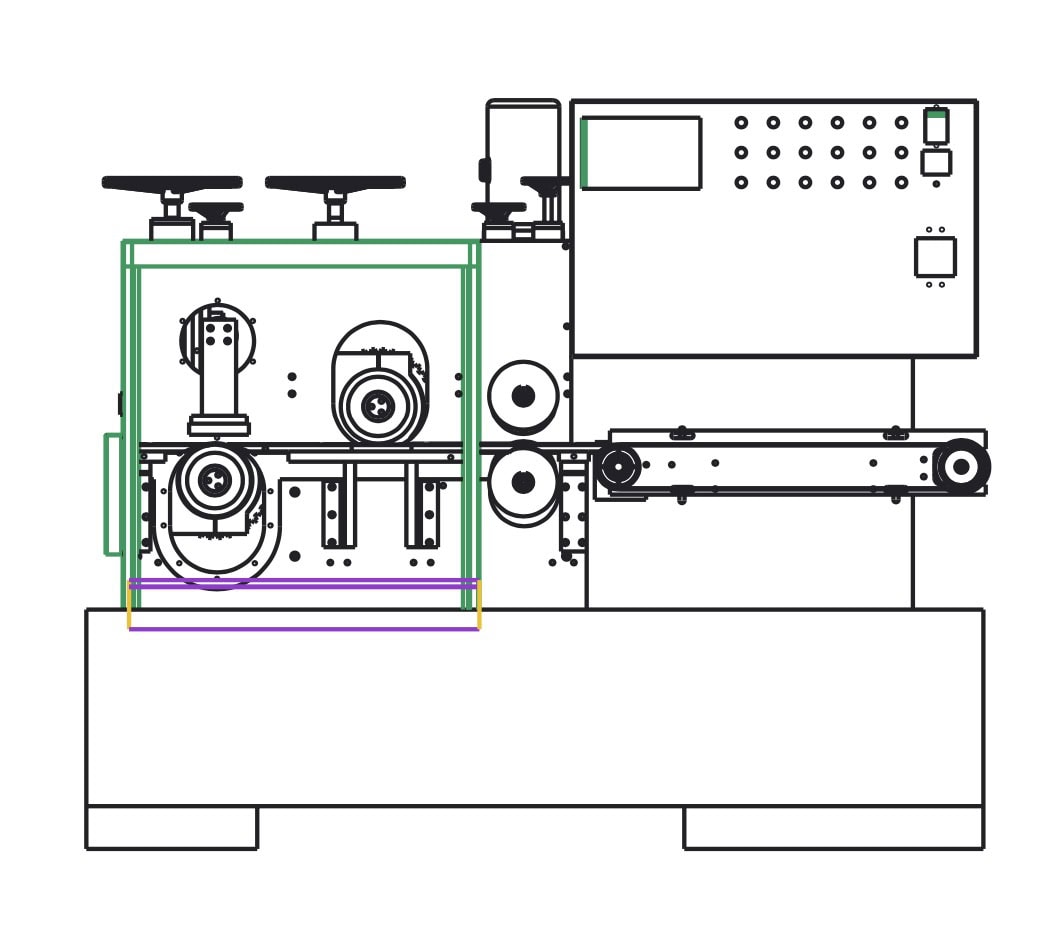
The workpiece sits on the conveyor at infeed and is clamped pneumatically against a reference rail at 0.01 mm clearance. As it travels under Station 1, the outer-arc grinding wheel removes stock to the programmed R-outer dimension. The same workpiece — still clamped, still on the same belt — travels under Station 2, where the inner-arc wheel grinds to the R-inner dimension. By the time it reaches outfeed, both arcs are ground to spec. One pass. One clamp. One operator load cycle.
The 4 in-feed servo motors (0.75 kW each) split as 2 axes per station. Each station has independent X-axis (cross-feed, depth into the wheel) and Y-axis (stroke control along the arc). That's what holds the ±0.03 mm arc tolerance — without independent axis control per station, the same workpiece sees the same offset at both stations, and any drift compounds. With independent control, each station compensates for its own wheel wear and thermal growth.
The conveyor runs at 0.2–3 m/min, set by material grade and arc length. Sintered N48 NdFeB at 30 mm arc length typically runs around 1.0 m/min; ferrite at 40 mm arc length drops to about 0.6 m/min because of wheel wear pacing. Pneumatic clamping at 0.01 mm clearance keeps the part flat against the rail through both stations.
Upstream the typical workflow is: NdFeB block → multi-wire saw → tile blanks at 0.18–0.25 mm kerf → VMG-290 grind both arcs in one pass → chamfering (edge break) → polishing (Ra prep for plating) → nickel/zinc plating. The VMG-290 covers the inner-and-outer arc grinding step in a single machine that would otherwise need two single-station grinders or a full 4-station line.
Material guide
The VMG-290 handles the full range of permanent magnet materials in tile form. Wheel selection and feed rate change with material — the machine itself is material-agnostic.
| 素材 | Compatibility | 備考 |
|---|---|---|
| Sintered NdFeB | ✓ Compatible | Diamond / CBN wheel; reduce feed for grades > N48; flood coolant mandatory to keep local heat below ~60 °C and protect magnetic properties. |
| Bonded NdFeB | ✓ Compatible | Slow feed; resin matrix degrades above ~80 °C — coolant flow is non-negotiable. |
| SmCo (Sm₂Co₁₇ / SmCo₅) | ✓ Compatible | More brittle than NdFeB. Reduce in-feed depth per pass to avoid edge chipping. Run-in carefully on a new wheel — SmCo scrap is expensive. |
| Sintered hard ferrite | ✓ Primary application | The 2-station design is especially cost-effective for ferrite. Wheel wear is 3–5× faster than NdFeB; plan dressing intervals shorter. |
| AlNiCo | ✓ Compatible | Less common in tile form, but works. Cast structure can grab on the wheel — verify clamping force before production runs. |
Not recommended
- Flexible bonded magnets (rubber-bonded, nylon-bonded sheet) — these are die-cut, not ground.
- "Green" un-sintered rare-earth pressed blanks — wait until after sintering. Grinding green parts produces dust, not chips, and dimensions won't hold.
For NdFeB grade definitions, see the IEC standards on hard magnetic materials at webstore.iec.ch (IEC 60404-8-1 covers sintered rare-earth magnets).
What the design solves
Both arcs ground in a single pass
The traditional flow runs the part through one machine for the inner arc, then again through a different machine for the outer arc. Two clamps, two setups, two alignment errors compounded — and the part sits in WIP between machines. The VMG-290 collapses both into one continuous pass on the same conveyor.
Saves about 35–40% of cycle time vs. running two single-station machines back-to-back, and removes the alignment error that compounds across two clamping cycles.
4 in-feed servos — X + Y axis per station
Most pass-through grinders use a single feed axis per station — depth-only control. The VMG-290 has 4 in-feed servos arranged as 2 axes per station: X for depth-into-wheel, Y for stroke along the arc. With independent X+Y on each station, the wheel can follow the actual arc geometry instead of just plunging straight.
This is what holds ±0.03 mm arc tolerance over an 8-hour shift. Single-axis feed grinders drift more as the wheel wears because they can't compensate for changing wheel diameter without manual re-truing.
0.01 mm pneumatic clamping clearance
The workpiece is clamped pneumatically against a reference rail at 0.01 mm clearance — the same spec used on the VMG-490 4-station line. Pneumatic clamps that drift beyond 0.02 mm during the grind cycle let the same workpiece see different removal depths between stations, which shows up as ±0.05 mm or worse R variation.
Air pressure and clamp wear are the usual drift sources; pneumatic is more repeatable than mechanical spring clamps over long runs.
Two on-board wheel-dressing motors (1.5 kW × 2)
Both stations have dedicated 1.5 kW dressing motors that re-true the wheel without breaking down the setup. Ferrite-heavy production sites lose 30–45 minutes per shift to off-machine dressing on machines without on-board dressers. On the VMG-290, dressing is a 2-minute operation between batches.
With fewer stations, each one carries more removal load, so wheel wear rate per station is higher than on a 4-station line. On-board dressing is essential at this tier.
Capital tier between manual and full-line
The 2-station configuration is intentionally positioned between single-station grinders and 4-station pass-through lines. For mid-volume customers — 600–1,000 tiles per shift across 1–2 shifts — the VMG-290 hits the cost-per-piece sweet spot.
Step up to the 4-station VMG-490 only when throughput requirements push above ~1,200 pcs/h on a sustained basis.
Same robust platform as the VMG-490
The bed, conveyor, coolant system, and control architecture share components with the larger VMG-490. That means: same spare parts, same operator interface logic, same service procedures. For shops that may scale up to 4-station later, training and inventory carry over directly.
Migration to a VMG-490 means no operator retraining and no new spare-parts inventory. The two machines run as a family.
Modular add-ons
| Module | What it does | When to specify |
|---|---|---|
| Auto loader / unloader | Vibratory bowl or robotic infeed + outfeed conveyor to bin | Lights-out shifts, 2-shift operation, high-cost magnet grades |
| Inline thickness gauge | Laser displacement sensor at infeed; rejects parts outside ±0.1 mm pre-grind tolerance | Mixed-supplier blanks where as-cut variation is wide |
| Magnetic chip / coolant separator | Drum or belt magnetic separator with paper polish filter | NdFeB-heavy production; mandatory for ISO 14001 closed-loop coolant sites |
| Wheel-monitor add-on | Acoustic emission sensor with wear-rate alert | Long unattended runs; catches wheel glaze before scrapping a batch |
| Pre-trued profile wheels | Spindle-mount diamond / CBN profile wheels matched to your tile R | Specify R range and bond at order — we ship pre-trued |
| Coolant chiller | Closed-loop cooling to hold coolant at 18–22 °C | Hot climates, or NdFeB grades sensitive to thermal aging |
Questions engineers ask before buying
When should I choose the VMG-290 over the VMG-490 4-station machine?
Throughput is the deciding factor. If your sustained production target is below ~900 pcs/h, the VMG-290 covers it with lower capital cost — typically about half the price of the 4-station. If you need above ~1,200 pcs/h or run high-mix grades that benefit from rough-plus-finish on each arc, step up to the VMG-490.
The two machines share the same bed and control architecture, so an upgrade later doesn't strand your operator training or spare-parts inventory.
Can the VMG-290 grind both inner and outer arcs in a single pass?
Yes — that's the core design. Station 1 handles the outer arc, station 2 handles the inner arc (or the order can be swapped depending on tooling and material). The workpiece is clamped pneumatically at infeed and stays clamped through both stations on the same conveyor. Single-pass grinding of both arc faces is the value the machine is built around.
Why does a 2-station machine need 4 in-feed motors?
Because each station has independent X+Y axes for true profile grinding, not just plunge-cut. The X-axis controls depth into the wheel; the Y-axis controls stroke along the arc. With 4 motors (2 per station), the wheel can follow the actual arc geometry and compensate for wheel wear during the run.
Single-axis feed designs drift more between dressings — that's why the VMG-290 holds ±0.03 mm arc tolerance over an 8-hour shift.
Can I run sintered NdFeB and ferrite on the same shift?
Yes, but with a wheel changeover and re-dressing between batches. Different bonds, different grits — running ferrite on a wheel optimized for NdFeB will glaze the wheel within 100–200 parts. The on-board 1.5 kW dressers make changeover under 5 minutes per station. Plan production schedules around material batches rather than mixing within a single batch.
What surface roughness (Ra) does this inner and outer arc grinding machine produce?
Ra is set by the wheel grit, not the machine. With a fine-grit resin-bond diamond finishing wheel (#400 or finer), customers report Ra 0.4–0.8 µm on sintered NdFeB — adequate for nickel or zinc plating prep without an additional polishing step. For coarser stock-removal wheels (#80–120 grit), expect Ra 1.6 µm or higher; that's where downstream polishing fits in.
For surface-roughness measurement standards, see ISO 21920-2.
What's the typical lead time and what's included in commissioning?
Standard configuration ships in 60–90 days from purchase order. Commissioning at the customer site includes uncrating, levelling, coolant fill, wheel mounting and truing, control-system parameterization, first-article validation against your tile drawing, and operator training (typically 2–3 days on-site for the VMG-290). We don't sign off until acceptance criteria are met against the drawing — not against a generic spec sheet.
Can the machine be upgraded to 4 stations later?
Not directly — the bed length and conveyor on the VMG-290 are sized for 2 stations. If your production grows past the throughput envelope, the typical path is to add a second VMG-290 (effectively duplicating capacity) or migrate to a VMG-490.
Because the two machines share spare parts and operator interfaces, the migration is straightforward — production data and operator habits carry over directly.